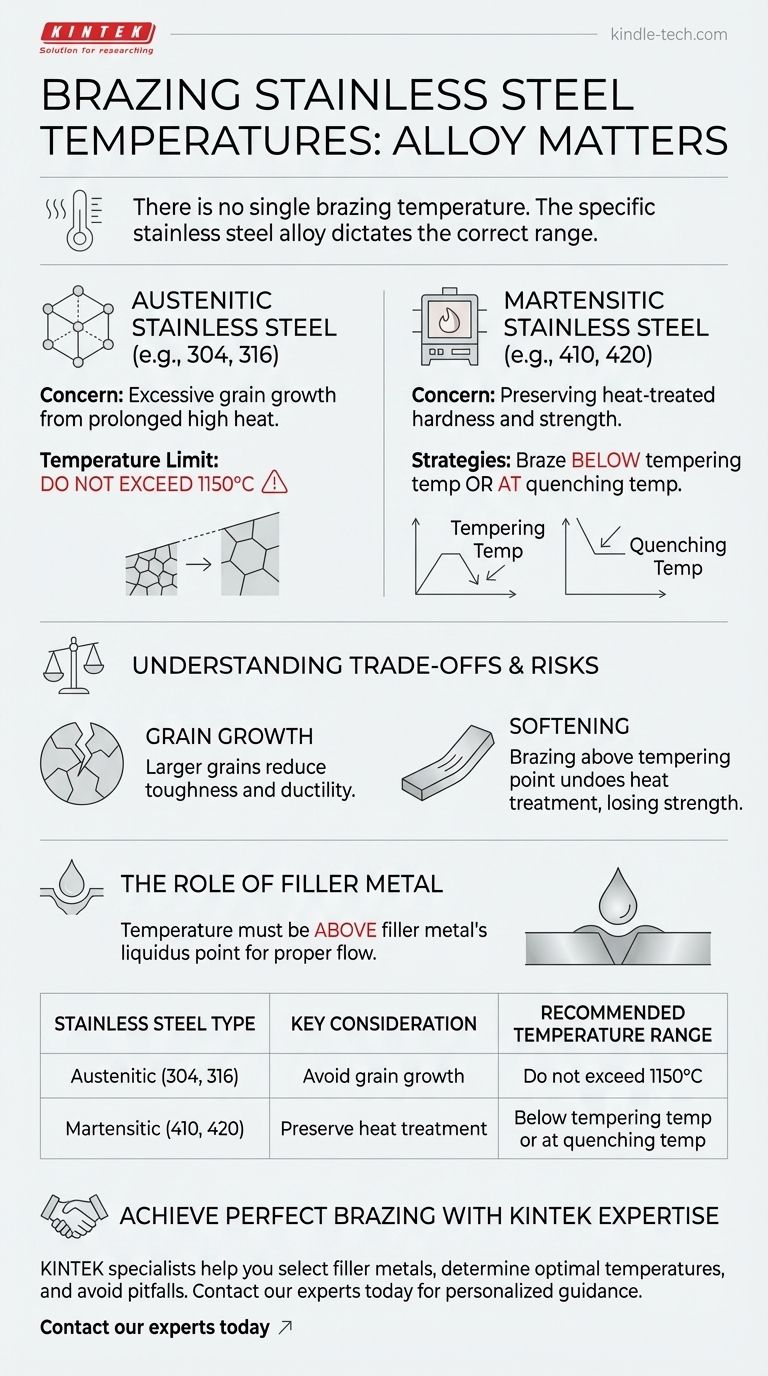
Единой температуры пайки для нержавеющей стали не существует. Правильная температура определяется конкретным типом сплава нержавеющей стали, с которым вы работаете, поскольку разные семейства обладают уникальными металлургическими свойствами, которые необходимо сохранить. Для аустенитных марок температура не должна превышать 1150°C, чтобы предотвратить ослабление, в то время как для мартенситных марок температура должна соответствовать его специфическим требованиям к термообработке.
Основной принцип заключается в том, что температура пайки должна быть достаточно высокой, чтобы расплавить присадочный металл, но достаточно низкой, чтобы избежать повреждения присущей основному металлу прочности и структуры. Это означает, что температура определяется конкретным сплавом, а не процессом.

Почему тип нержавеющей стали имеет решающее значение
«Нержавеющая сталь» — это широкая категория сплавов, каждый из которых имеет различную внутреннюю структуру и реакцию на нагрев. Понимание того, к какому семейству принадлежит ваш материал, является первым и самым важным шагом в определении правильной температуры пайки.
Для аустенитной нержавеющей стали (например, 304, 316)
Аустенитные нержавеющие стали являются наиболее распространенным типом. Они не упрочняются термической обработкой.
Основная проблема при пайке этих сплавов — чрезмерный рост зерна. Слишком сильный или слишком длительный нагрев может вызвать увеличение внутренних кристаллических зерен, что может снизить прочность и пластичность материала.
Из-за этого температура нагрева при пайке аустенитной нержавеющей стали не должна превышать 1150°C.
Для мартенситной нержавеющей стали (например, 410, 420)
Мартенситные нержавеющие стали упрочняются, что означает, что их прочность достигается за счет специфических циклов термообработки — закалки и отпуска. Применение неправильной температуры пайки может легко разрушить эти свойства.
У вас есть две основные стратегии выбора температуры пайки:
-
Пайка ниже температуры отпуска: Это самый безопасный подход для сохранения существующей твердости материала. Вы должны использовать присадочный сплав для пайки, рабочая температура которого ниже температуры окончательного отпуска детали. Это предотвращает любое размягчение основного материала.
-
Пайка при температуре закалки: Этот продвинутый метод объединяет пайку с процессом упрочнения. Деталь нагревается до температуры закалки (аустенитизации), выполняется пайка, а затем узел закаливается как единое целое. Это требует тщательного выбора высокотемпературного присадочного металла.
Понимание компромиссов и рисков
Выбор температуры пайки — это баланс. Идеальная температура должна быть достаточно высокой для правильного течения присадочного металла, но достаточно низкой для защиты нержавеющей стали.
Риск высоких температур: рост зерна
Как упоминалось для аустенитных сталей, чрезмерный нагрев приводит к увеличению размера зерен. Это может сделать материал более восприимчивым к разрушению под нагрузкой, даже если само паяное соединение прочное.
Риск неправильных температур: размягчение
Для упрочняемых мартенситных сплавов это самый критический риск. Если вы выполняете пайку при температуре выше точки отпуска материала, вы фактически отменяете термообработку, что приводит к значительному снижению прочности и твердости конечной детали.
Роль присадочного металла
Выбор присадочного металла для пайки неразрывно связан с температурой. Процесс пайки должен проводиться при температуре выше ликвидуса присадочного металла (температуры, при которой он полностью расплавлен) для обеспечения надлежащего течения и смачивания в соединении.
Это означает, что вы должны сначала определить температурные ограничения вашей нержавеющей стали, а затем выбрать присадочный сплав, который будет работать должным образом в этом безопасном температурном диапазоне.
Принятие правильного решения для вашего применения
Ваша цель определяет вашу стратегию. Выбранная вами температура должна соответствовать предполагаемым свойствам и этапам обработки конечной сборки.
- Если ваш основной акцент — сохранение существующей прочности термообработанной детали: Выберите низкотемпературный присадочный сплав и убедитесь, что цикл пайки остается значительно ниже температуры отпуска мартенситной стали.
- Если ваш основной акцент — пайка обычной, неупрочняемой детали (аустенитной): Выберите присадочный материал, который свободно течет при температуре ниже 1150°C, чтобы получить прочное соединение без риска роста зерна в основном металле.
- Если ваш основной акцент — эффективность процесса: Рассмотрите возможность объединения этапов пайки и упрочнения, используя высокотемпературный присадочный материал, соответствующий температуре закалки мартенситного сплава.
Рассматривая температуру пайки как функцию вашего конкретного сплава, вы обеспечиваете как прочность соединения, так и сохранение основного материала.
Сводная таблица:
| Тип нержавеющей стали | Ключевое соображение | Рекомендуемый диапазон температур |
|---|---|---|
| Аустенитная (304, 316) | Избегать роста зерна | Не превышать 1150°C |
| Мартенситная (410, 420) | Сохранение термообработки | Ниже температуры отпуска или при температуре закалки |
Достигните идеальных результатов пайки нержавеющей стали с опытом KINTEK.
Пайка нержавеющей стали требует точного контроля температуры, чтобы избежать повреждения основного металла и обеспечить прочные, надежные соединения. Как специалисты по лабораторному оборудованию и расходным материалам, KINTEK предоставляет решения и поддержку, необходимые для освоения этого критически важного процесса.
Наша команда может помочь вам:
- Выбрать правильные присадочные металлы для вашего конкретного сплава нержавеющей стали
- Определить оптимальную температуру пайки для сохранения свойств материала
- Избежать распространенных ошибок, таких как рост зерна и размягчение
Не ставьте под угрозу ваши компоненты из нержавеющей стали — свяжитесь с нашими экспертами сегодня для получения индивидуальных рекомендаций по температурам и методам пайки, адаптированным к потребностям вашей лаборатории.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Графитовая вакуумная печь с нижним выгрузкой для графитации углеродных материалов
- Печь для вакуумной термообработки и спекания под давлением для высокотемпературных применений
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
Люди также спрашивают
- Как работает вакуумная термообработка? Достижение превосходных свойств материала в чистой среде
- Как паять печь? Руководство по высокопроизводительному, точному соединению металлов
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля



















