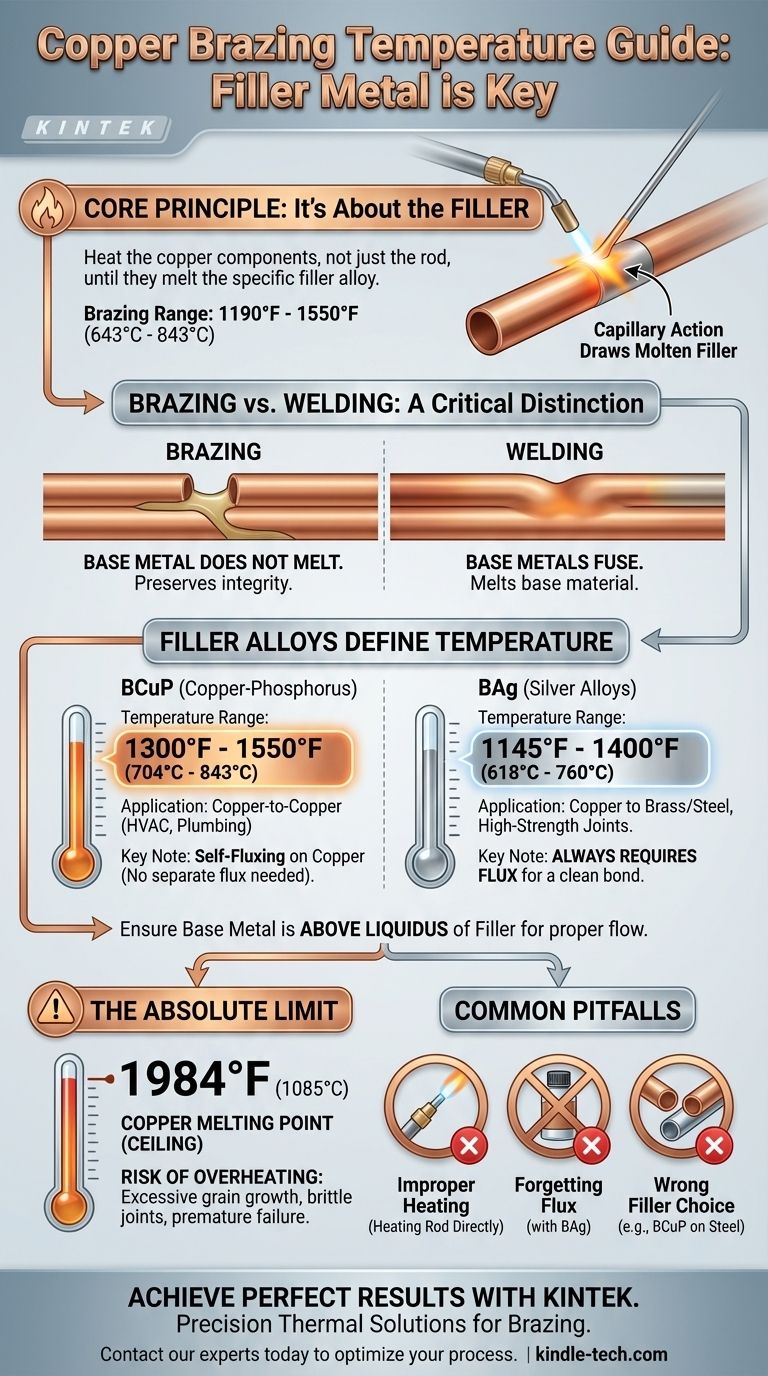
Короче говоря, пайка меди происходит при температурах от 1190°F до 1550°F (от 643°C до 843°C). Эта температура не является единым значением для самой меди, а полностью определяется конкретным присадочным сплавом, используемым для соединения деталей. Цель состоит в том, чтобы расплавить присадочный металл так, чтобы он заполнил шов, не расплавляя основную медную деталь.
Основной принцип пайки меди заключается не в нагреве меди до определенной температуры. Он заключается в равномерном нагреве медных компонентов до тех пор, пока они не станут достаточно горячими, чтобы расплавить определенный присадочный сплав, который затем скрепит их вместе.

Пайка против Сварки: Критическое Различие
Чтобы понять температурные требования, вы должны сначала понять процесс. Пайка принципиально отличается от сварки.
Основной Металл Не Плавится
При пайке плавится только присадочный металл. Медные детали, которые соединяются, нагреваются, но всегда остаются твердыми.
Это ключевое преимущество, поскольку оно гораздо лучше сохраняет первоначальную целостность и свойства меди, чем сварка, которая плавит и сплавляет основные металлы.
Присадочный Металл Создает Соединение
Соединение образуется, когда расплавленный присадочный металл втягивается между двумя плотно подогнанными медными поверхностями посредством капиллярного действия.
Когда сборка остывает, присадочный материал затвердевает, создавая прочную, постоянную металлургическую связь между деталями.
Как Присадочные Сплавы Определяют Температуру Пайки
«Температура пайки» — это температура, до которой необходимо нагреть медные детали, чтобы при контакте они расплавили присадочный пруток. Эта температура всегда выше температуры плавления присадочного сплава.
Медно-фосфорные (BCuP) Сплавы
Это наиболее распространенные сплавы для соединения меди с медью, особенно в системах ОВКВ и сантехнике. Их ключевое преимущество заключается в том, что они самофлюсуются на меди, а это означает, что вам не нужно добавлять отдельный химический флюс для очистки шва.
Сплавы BCuP обычно имеют диапазон температур пайки от 1300°F до 1550°F (от 704°C до 843°C).
Серебряные (BAg) Сплавы
Часто называемые «серебряными припоями» (неправильное название, поскольку это настоящие паяльные сплавы), они используются для более прочных соединений или для соединения меди с другими металлами, такими как латунь или сталь.
Они имеют более низкую рабочую температуру, обычно в диапазоне от 1145°F до 1400°F (от 618°C до 760°C). В отличие от сплавов BCuP, серебряные сплавы всегда требуют отдельного флюса для обеспечения чистого и прочного соединения.
Понимание «Ликвидус» и «Солидус»
Каждый паяльный сплав имеет температуру солидуса (где он начинает плавиться) и температуру ликвидуса (где он полностью расплавлен). Для правильной пайки основной металл должен быть нагрет до температуры выше ликвидуса присадочного сплава, чтобы обеспечить его быстрое и полное заполнение шва.
Абсолютный Предел: Температура Плавления Меди
Физически невозможно паять медь при слишком высокой температуре. Вы должны оставаться значительно ниже температуры плавления самой меди, чтобы избежать повреждения или разрушения вашей заготовки.
Температурный Потолок
Температура плавления чистой меди составляет 1984°F (1085°C). Ваша температура пайки всегда должна быть значительно ниже этой.
Риск Перегрева
Даже если вы не расплавите медь полностью, перегрев может вызвать чрезмерный рост зерна в структуре металла. Это может сделать медь хрупкой и ослабить область вокруг шва, что приведет к преждевременному разрушению под нагрузкой или вибрацией.
Распространенные Ошибки, Которых Следует Избегать
Достижение правильной температуры — это вопрос техники и выбора материала. Ошибки могут привести к слабым или неудачным соединениям.
Ошибка: Неправильный Нагрев
Самая распространенная ошибка — нагрев паяльного прутка непосредственно горелкой вместо нагрева медных деталей. Тепло основного металла должно расплавлять присадку. Это гарантирует, что медь достаточно горячая для правильной работы капиллярного действия.
Ошибка: Забыли Флюс
При использовании серебряного сплава (BAg) или при соединении меди с другим металлом забыть нанести флюс — критическая ошибка. Флюс очищает поверхности и защищает их от окисления во время нагрева, позволяя присадочному металлу правильно соединиться.
Ошибка: Выбор Неправильной Присадки
Использование самофлюсующегося сплава BCuP на стальной детали не сработает. Фосфор, который делает его самофлюсующимся на меди, образует хрупкое соединение с железом (сталью), что приводит к разрушению шва. Вы должны подбирать присадку к основным металлам.
Сделайте Правильный Выбор для Вашей Цели
Выберите целевую температуру на основе присадочного сплава, который лучше всего соответствует материалам и требованиям к прочности вашего проекта.
- Если ваше основное внимание уделяется стандартной пайке меди с медью для систем ОВКВ или сантехники: Используйте сплав BCuP и нагревайте медь до тусклого вишнево-красного свечения, что соответствует температуре 1300°F – 1550°F (704°C – 843°C).
- Если ваше основное внимание уделяется соединению меди с латунью или сталью: Используйте серебряный сплав (BAg) с соответствующим флюсом, нацеливаясь на диапазон температур 1145°F – 1400°F (618°C – 760°C).
- Если ваше основное внимание уделяется минимизации тепловой нагрузки на чувствительную сборку: Выберите серебряный сплав с самой низкой возможной рабочей температурой, который по-прежнему обеспечивает необходимую прочность соединения.
Успешная пайка достигается не попаданием в волшебное число, а контролем тепла в соответствии с конкретным присадочным металлом, который вы выбрали для работы.
Сводная Таблица:
| Тип Присадочного Сплава | Типичное Применение | Диапазон Температур Пайки | Ключевые Замечания |
|---|---|---|---|
| Медно-фосфорный (BCuP) | Медь-к-Медь (ОВКВ, Сантехника) | 1300°F – 1550°F (704°C – 843°C) | Самофлюсуется на меди |
| Серебряный (BAg) | Медь к Латуни/Стали, Высокопрочные Соединения | 1145°F – 1400°F (618°C – 760°C) | Требует отдельного флюса |
Достигайте идеальных результатов пайки меди с правильным оборудованием и знаниями. KINTEK специализируется на высокотемпературных лабораторных печах и нагревательных решениях для точных термических процессов, таких как пайка. Независимо от того, работаете ли вы в сфере ОВКВ, металлообработки или НИОКР, наше оборудование обеспечивает точный контроль температуры для прочных и надежных соединений.
Позвольте нам помочь вам оптимизировать процесс пайки — Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваши конкретные потребности в применении!
Визуальное руководство
Связанные товары
- Вольфрамовая вакуумная печь для термообработки и спекания при 2200 ℃
- Лабораторная трубчатая печь высокой температуры 1700℃ с алюминиевой трубкой
- Лабораторная трубчатая печь высокой температуры 1400℃ с корундовой трубкой
- Раздельная трубчатая печь 1200℃ с кварцевой трубой, лабораторная трубчатая печь
Люди также спрашивают
- Какова самая высокая температура плавления молибдена? 2622°C для применения в условиях экстремального нагрева
- Как высокотемпературная вакуумная печь для спекания способствует постобработке циркониевых покрытий?
- Что происходит с вольфрамом при нагревании? Откройте для себя его исключительную термостойкость и уникальные свойства
- Почему вольфрам используется в печах? Непревзойденная термостойкость для экстремальных температур
- Какие температуры спекания могут потребоваться для вольфрама в чистой водородной атмосфере? Достигните 1600°C для пиковой производительности.



