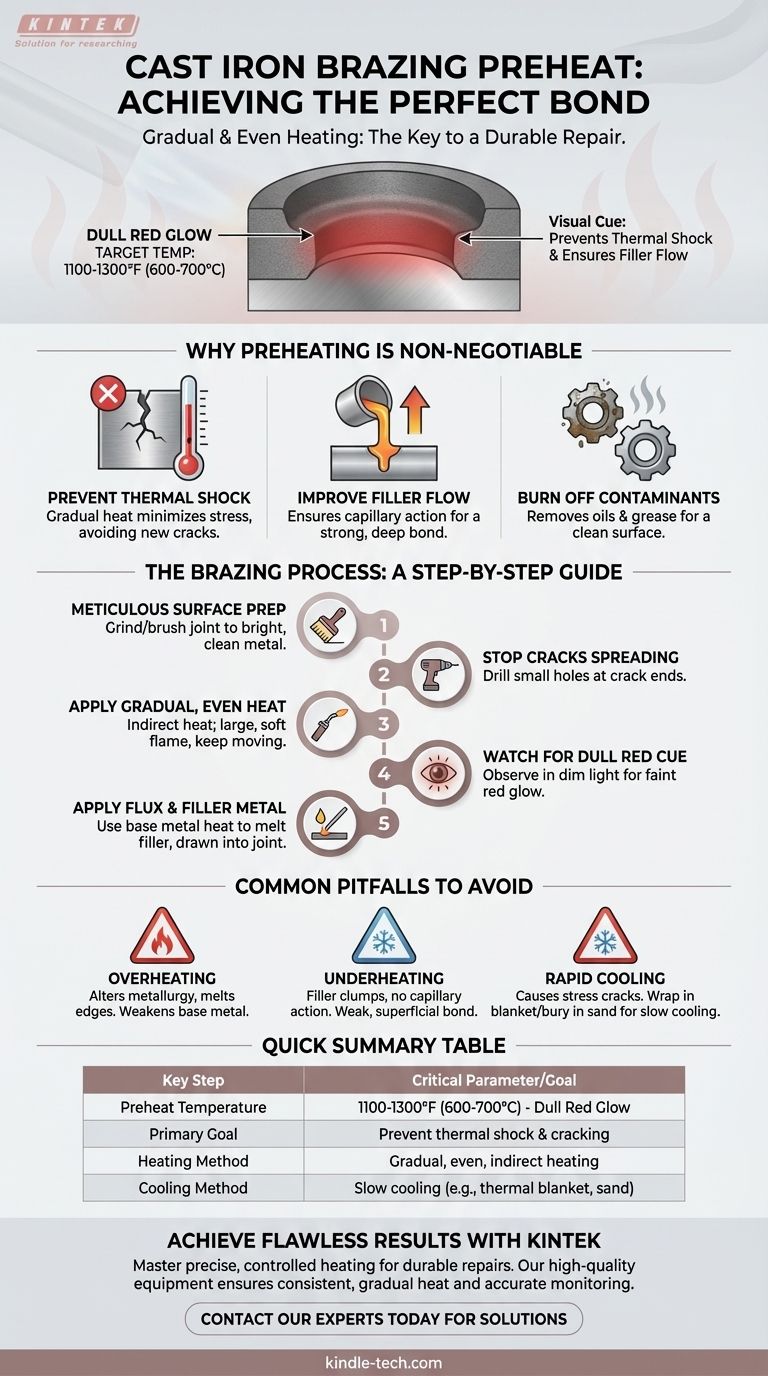
При пайке чугуна металл следует нагревать постепенно и равномерно до тех пор, пока он не приобретет тускло-красный цвет. Этот визуальный признак указывает на то, что основной металл находится в правильном температурном диапазоне, обычно около 1100–1300°F (600–700°C), что необходимо для предотвращения термического шока и обеспечения правильного течения присадочного материала.
Конкретная температура предварительного нагрева менее важна, чем принципы, лежащие в ее основе. Успешная пайка чугуна зависит от целостного процесса: тщательной очистки, постепенного нагрева для уменьшения напряжения и контролируемого охлаждения, чтобы хрупкий металл не треснул.

Почему предварительный нагрев обязателен для чугуна
Предварительный нагрев — это не просто нагрев металла; это критически важный шаг для управления присущими чугуну свойствами. Пропуск этого шага или неправильное его выполнение — самая частая причина неудачного ремонта.
Предотвращение термического шока
Чугун хрупок и обладает низкой пластичностью. Применение интенсивного локального тепла от горелки к холодному чугуну создает огромное внутреннее напряжение, которое почти наверняка приведет к образованию новых трещин. Медленный, равномерный предварительный нагрев минимизирует эту разницу температур.
Улучшение текучести присадочного металла
Пайка зависит от капиллярного действия, при котором расплавленный присадочный металл втягивается в плотно прилегающий зазор. Предварительный нагрев основного металла гарантирует, что присадочный материал останется расплавленным и свободно протечет по всему соединению, а не затвердеет при контакте с холодной поверхностью.
Выжигание примесей
В течение срока службы чугун поглощает такие загрязнения, как масло и жир, в свою пористую структуру. Процесс предварительного нагрева помогает выжечь эти примеси, что крайне важно для чистой поверхности, с которой присадочный металл может правильно сцепиться.
Процесс пайки: пошаговое руководство
Достижение правильной температуры — лишь часть многоступенчатого процесса. Каждый шаг важен для прочного и долговечного соединения.
Шаг 1: Тщательная подготовка поверхности
Основной металл должен быть безупречно чистым. Любая ржавчина, краска, масло или жир помешают присадочному металлу смочить поверхность и создать прочное соединение. Зачистите зону соединения шлифовальным кругом или проволочной щеткой до чистого, блестящего металла.
Шаг 2: Предотвратите распространение трещин
Если вы ремонтируете трещину, вы должны предотвратить ее дальнейшее распространение в процессе нагрева и охлаждения. Просверлите небольшое отверстие на каждом видимом конце трещины, чтобы распределить напряжение и создать четкую точку остановки.
Шаг 3: Приложите постепенный и равномерный нагрев
Начинайте нагревать область вокруг соединения, а не само соединение. Используйте большое, мягкое пламя и постоянно перемещайте горелку, чтобы равномерно распределить тепло. Этот постепенный и непрямой предварительный нагрев является ключом к предотвращению термического шока.
Шаг 4: Следите за признаком «тускло-красного» свечения
Нагревая отливку, следите за цветом в затемненном месте. Вам нужно слабое, тускло-красное свечение. Это указывает на то, что вы достигли подходящей температуры для пайки.
Шаг 5: Нанесите флюс и присадочный металл
После предварительного нагрева нанесите паяльный флюс на соединение. Флюс очистит поверхность и защитит ее от окисления. Затем поднесите паяльный пруток к соединению и используйте тепло основного металла — а не прямое пламя — для расплавления присадки, позволяя ей проникнуть глубоко в трещину или шов.
Распространенные ошибки, которых следует избегать
Понимание рисков так же важно, как и знание шагов. Неправильное управление термическими свойствами чугуна приведет к неудаче.
Опасность перегрева
Нагрев чугуна выше тускло-красного или вишнево-красного цвета может начать изменять его металлургические свойства или даже расплавить острые края соединения. Это может ослабить основной металл и поставить под угрозу ремонт.
Последствия недостаточного нагрева
Если чугун недостаточно горячий, присадочный металл не будет течь должным образом. Он будет иметь тенденцию скапливаться на поверхности, создавая слабое, поверхностное соединение, которому не хватает прочности настоящего паяного шва.
Критическая ошибка быстрого охлаждения
Подобно тому, как чугун должен нагреваться медленно, он должен и остывать медленно. После завершения пайки оберните отливку термическим одеялом или закопайте ее в сухой песок. Это позволит ей остывать в течение нескольких часов, предотвращая образование трещин от напряжения.
Применение этого к вашему проекту
Ваш подход должен диктоваться характером ремонта.
- Если ваша основная задача — ремонт треснувшей детали (например, выпускного коллектора): Ваши главные заботы — предотвратить рост трещины и управлять термическим напряжением. Сосредоточьтесь на отверстиях для остановки трещин и чрезвычайно медленном, равномерном нагреве и охлаждении.
- Если ваша основная задача — соединение двух отдельных частей: Успех зависит от капиллярного действия. Обеспечьте плотное и чистое прилегание деталей и равномерно предварительно нагрейте обе части, чтобы присадочный металл равномерно втянулся в соединение.
В конечном счете, овладение процессом контролируемого термического управления является настоящим ключом к долговечному и надежному ремонту чугуна.
Сводная таблица:
| Ключевой шаг | Критический параметр / Цель |
|---|---|
| Температура предварительного нагрева | 1100–1300°F (600–700°C) — Тускло-красное свечение |
| Основная цель | Предотвращение термического шока и растрескивания |
| Метод нагрева | Постепенный, равномерный и непрямой нагрев |
| Метод охлаждения | Медленное охлаждение (например, термическое одеяло, песок) |
Достигайте безупречных результатов пайки с правильным оборудованием
Освоение точного, контролируемого нагрева, необходимого для пайки чугуна, имеет решающее значение для долговечного ремонта. KINTEK специализируется на высококачественном лабораторном и мастерском оборудовании, включая надежные системы нагрева и инструменты для контроля температуры, которые помогут вам каждый раз добиваться идеального предварительного нагрева.
Позвольте нам поддержать вашу точную работу:
- Обеспечьте стабильный нагрев: Наше оборудование помогает поддерживать равномерный, постепенный нагрев, критически важный для предотвращения трещин в чугуне.
- Точный мониторинг: С уверенностью достигайте правильного температурного диапазона «тускло-красного» свечения.
- Улучшите свой процесс: Получайте долговечные, профессиональные результаты в каждом проекте.
Готовы улучшить процесс пайки? Свяжитесь с нашими экспертами сегодня, чтобы найти идеальное решение для нужд вашей мастерской.
Визуальное руководство
Связанные товары
- Лабораторная кварцевая трубчатая печь 1400℃ с трубчатой печью с глиноземной трубой
- Лабораторная муфельная печь с нижним подъемом
- Лабораторная кварцевая трубчатая печь 1700℃ с трубчатой печью из оксида алюминия
- Муфельная печь 1800℃ для лаборатории
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
Люди также спрашивают
- Для чего используется трубчатая печь? Прецизионный нагрев для синтеза и анализа материалов
- Каковы преимущества трубчатых печей? Обеспечение превосходного контроля температуры и атмосферы
- Какова высокая температура трубчатой печи? Выберите подходящую модель для вашего применения
- Из какого материала изготавливаются муфельные трубки? Выбор правильного материала для успешной работы при высоких температурах
- Как работает трубчатая печь? Руководство по контролируемой высокотемпературной обработке



















