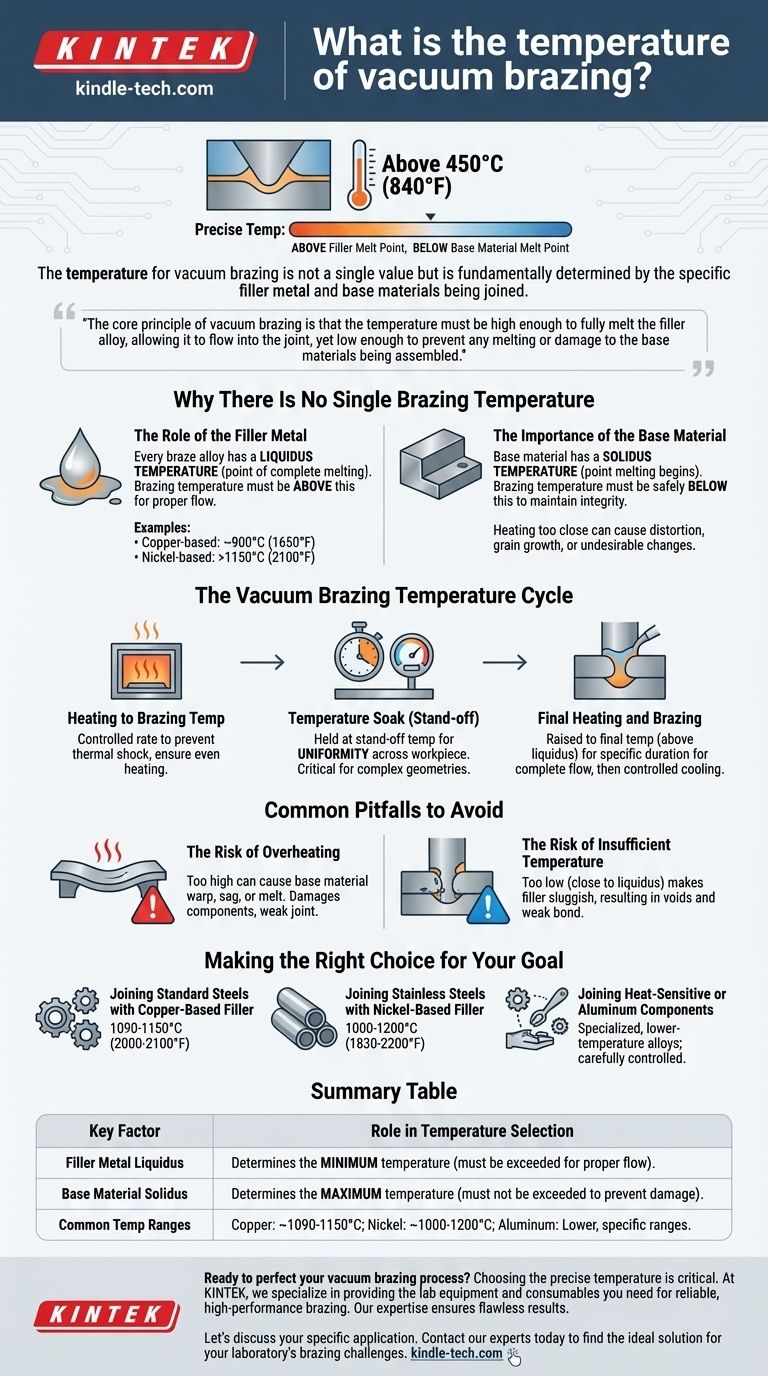
Температура вакуумной пайки не является единым значением, а фундаментально определяется конкретным припоем и основными материалами, которые соединяются. В то время как вся пайка происходит при температуре выше 450°C (840°F), точная температура тщательно выбирается так, чтобы быть выше температуры плавления припоя, но безопасно ниже температуры плавления соединяемых компонентов.
Основной принцип вакуумной пайки заключается в том, что температура должна быть достаточно высокой, чтобы полностью расплавить припойный сплав, позволяя ему затекать в соединение, но достаточно низкой, чтобы предотвратить любое плавление или повреждение основных материалов, которые собираются.

Почему не существует единой температуры пайки
Выбор температуры пайки — это критически важное инженерное решение, основанное на металлургии сборки. Это баланс между свойствами припоя и основных материалов.
Роль припоя
Основным фактором, определяющим минимальную температуру пайки, является припой, также известный как паяльный сплав.
Каждый паяльный сплав имеет температуру ликвидуса, которая является точкой, при которой он становится полностью жидким. Температура пайки должна быть установлена выше этой точки ликвидуса, чтобы обеспечить свободное течение сплава в соединение за счет капиллярного действия.
Например, некоторые сплавы на основе меди могут полностью расплавляться при температуре около 900°C (1650°F), в то время как высокоэффективные сплавы на основе никеля могут требовать температур, превышающих 1150°C (2100°F).
Важность основного материала
Вторым критическим фактором является основной материал соединяемых деталей.
Основной материал имеет температуру солидуса, точку, при которой он начинает плавиться. Температура пайки всегда должна оставаться безопасно ниже этой точки, чтобы сохранить структурную целостность заготовки.
Нагрев основного металла слишком близко к его солидусу может вызвать деформацию, рост зерна или другие нежелательные металлургические изменения, даже если он не расплавится.
Температурный цикл вакуумной пайки
Конечная температура пайки — это лишь одна точка в тщательно контролируемом цикле нагрева и охлаждения. Каждый этап служит определенной цели.
Нагрев до температуры пайки
Печь нагревает компоненты с контролируемой скоростью. Этот медленный, постоянный подъем предотвращает термический шок и позволяет всем частям сборки, толстым и тонким, нагреваться равномерно.
Выдержка при температуре (Stand-off)
Перед достижением конечной температуры пайки цикл часто включает "выдержку". Печь удерживает сборку при промежуточной температуре в течение определенного периода, чтобы обеспечить полную равномерность температуры по всей заготовке.
Этот шаг критически важен для сложных геометрий, гарантируя, что когда припой расплавится, все части соединения будут находиться при правильной температуре, чтобы принять его.
Окончательный нагрев и пайка
После выдержки температура поднимается до конечной точки пайки, выше ликвидуса припоя. Она поддерживается здесь в течение определенного времени, чтобы припой полностью заполнил соединение, после чего начинается контролируемый цикл охлаждения.
Распространенные ошибки, которых следует избегать
Установка неправильной температуры может привести к полному разрушению паяного соединения. Понимание рисков является ключом к успешному процессу.
Риск перегрева
Установка слишком высокой температуры может быть катастрофической. Это может привести к деформации, провисанию или даже началу плавления основного материала. Это повреждает компоненты и создает слабое, ненадежное соединение.
Риск недостаточной температуры
Установка слишком низкой температуры или слишком близкой к ликвидусу припоя также является распространенной причиной отказа. Припой будет вялым и не будет течь должным образом, что приведет к пустотам, неполному заполнению соединения и слабому сцеплению.
Правильный выбор для вашей цели
Правильная температура всегда определяется спецификациями материала, предоставленными производителем припоя, и тщательным пониманием ваших основных материалов.
- Если ваша основная цель — соединение стандартных сталей с припоем на основе меди: Температура пайки, скорее всего, будет в диапазоне 1090-1150°C (2000-2100°F).
- Если ваша основная цель — соединение нержавеющих сталей с припоем на основе никеля: Вы будете работать при более высоких температурах, часто между 1000-1200°C (1830-2200°F), в зависимости от конкретного сплава.
- Если ваша основная цель — соединение термочувствительных или алюминиевых компонентов: Вы будете использовать специализированные низкотемпературные припои, с тщательно контролируемыми температурами пайки, чтобы избежать повреждения основного металла.
В конечном итоге, успешная вакуумная пайка зависит от выбора температуры, которая обеспечивает идеальную текучесть припоя без ущерба для целостности заготовки.
Сводная таблица:
| Ключевой фактор | Роль в выборе температуры |
|---|---|
| Ликвидус припоя | Определяет минимальную температуру (должна быть превышена для правильного течения). |
| Солидус основного материала | Определяет максимальную температуру (не должна быть превышена для предотвращения повреждений). |
| Общие температурные диапазоны | Медные сплавы: ~1090-1150°C; Никелевые сплавы: ~1000-1200°C; Алюминиевые сплавы: Ниже, специфические диапазоны. |
Готовы усовершенствовать процесс вакуумной пайки?
Выбор точной температуры критически важен для прочности соединения и целостности компонентов. В KINTEK мы специализируемся на предоставлении лабораторного оборудования и расходных материалов, необходимых для надежной, высокопроизводительной пайки. Наш опыт гарантирует, что вы сможете достичь безупречных результатов, работаете ли вы со стандартными сталями, нержавеющими сталями или термочувствительными материалами.
Давайте обсудим ваше конкретное применение. Свяжитесь с нашими экспертами сегодня, чтобы найти идеальное решение для задач пайки в вашей лаборатории.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Вакуумная печь горячего прессования для ламинирования и нагрева
- Вакуумная машина для холодной заливки образцов
- Вакуумная печь для спекания зубной керамики
- Вакуумная печь горячего прессования Нагретая вакуумная прессовальная машина
Люди также спрашивают
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
- Как работает вакуумная термообработка? Достижение превосходных свойств материала в чистой среде
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
- Как паять печь? Руководство по высокопроизводительному, точному соединению металлов
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.



















