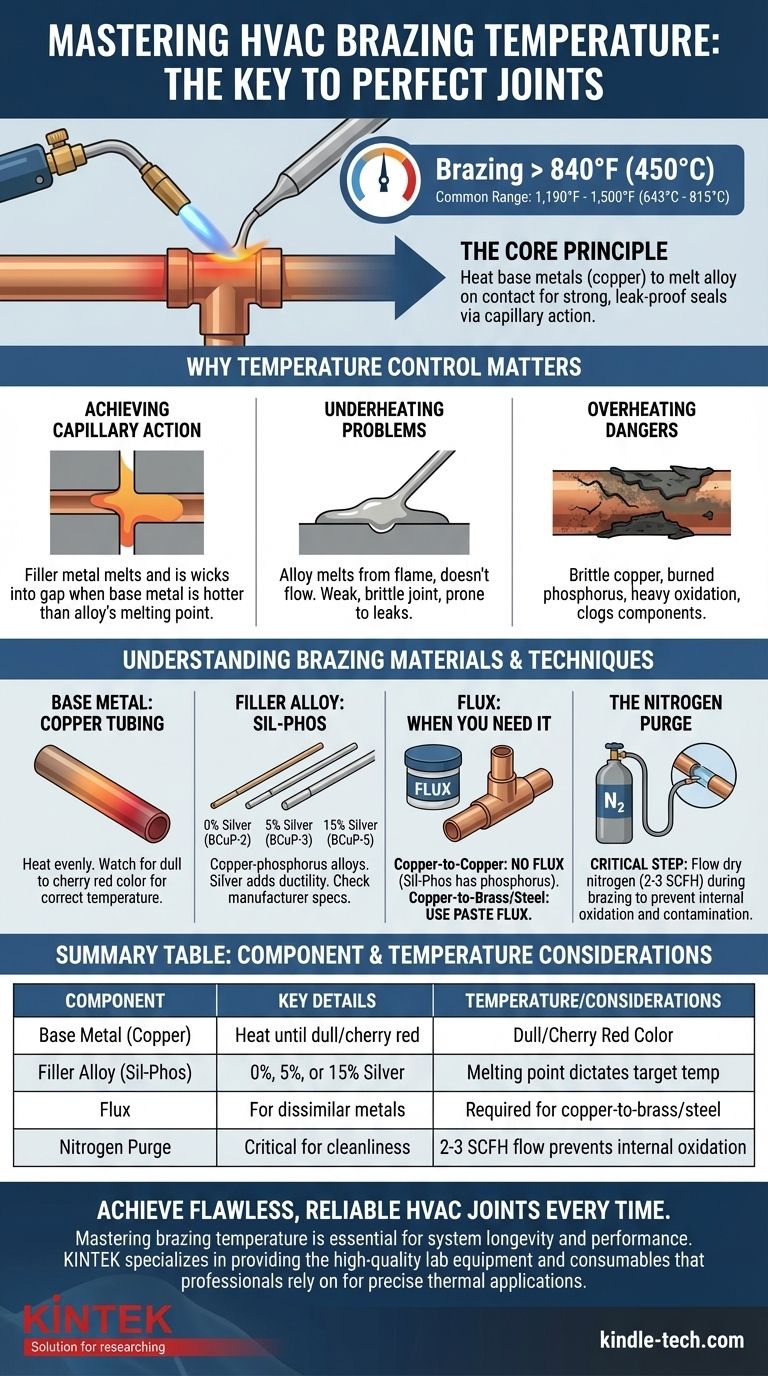
В системах ОВК пайка выполняется при температурах выше 840°F (450°C), но точная целевая температура диктуется конкретным используемым сплавом присадочного металла. Для распространенных медно-фосфорных сплавов в холодильных системах это обычно составляет рабочий диапазон от 1190°F до 1500°F (от 643°C до 815°C).
Основной принцип пайки заключается не в температуре пламени горелки, а в нагреве основного металла (медная трубка) до тех пор, пока он не станет достаточно горячим, чтобы при контакте расплавить присадочный сплав. Это гарантирует, что присадочный металл будет глубоко втянут в соединение за счет капиллярного действия, создавая прочное, постоянное и герметичное уплотнение.

Почему контроль температуры является ключом к идеальному соединению
Успешная пайка — это вопрос физики, а не силы. Температура медной трубки напрямую контролирует поведение присадочного металла. Правильное выполнение этого условия является обязательным условием для долгосрочной надежности системы ОВК.
Достижение правильного капиллярного действия
Капиллярное действие — это явление, при котором жидкость течет в узкое пространство без посторонней помощи, часто против силы тяжести. Чтобы пайка прошла успешно, присадочный металл должен расплавиться и быть втянут в плотный зазор между трубой и фитингом.
Это происходит только тогда, когда основной металл имеет правильную температуру — выше температуры плавления присадочного сплава. Нагретая медь, по сути, «впитывает» расплавленный сплав в соединение, создавая полное и равномерное сцепление.
Проблема недостаточного нагрева
Если основной металл недостаточно горячий, присадочный пруток расплавится от прямого контакта с пламенем горелки, но не сможет должным образом протечь в соединение.
В результате получается плохое сцепление, когда сплав просто остается на поверхности. Соединение будет слабым, хрупким и почти наверняка даст течь под высоким давлением холодильной системы.
Опасность перегрева
Чрезмерный нагрев так же вреден, как и недостаточный. Перегрев меди может сделать ее хрупкой и сжечь фосфор в присадочном сплаве, который необходим для его текучести.
Что еще более важно, это вызывает сильное окисление (черный, хлопьевидный налет) как на внутренней, так и на внешней стороне трубы. Это окисление мешает присадочному металлу сцепиться с медью и может отслоиться внутри системы, засоряя критически важные компоненты, такие как дозирующие устройства и детали компрессора.
Понимание ваших паяльных материалов
Температура, на которую вы ориентируетесь, является прямой функцией соединяемых материалов. Каждый компонент играет определенную роль в этом процессе.
Основной металл: медная трубка
В ОВК основным металлом является медь. Ваша цель — равномерно нагреть трубку и фитинг. Ключ в том, чтобы следить за цветом меди; тусклый до вишнево-красного цвет указывает на то, что вы приближаетесь к правильному диапазону температур пайки.
Присадочный сплав: СильфОС (Sil-Phos)
Наиболее распространенными присадочными металлами для ОВК являются медно-фосфорные сплавы, часто называемые сильфОС или продаваемые под торговыми марками, такими как Sil-Fos. Процентное содержание серебра в сплаве влияет на его свойства:
- 0% Серебра (BCuP-2): Экономичный выбор для соединений медь-медь. Он имеет несколько более высокую температуру плавления и более хрупок, чем сплавы с содержанием серебра.
- 5% или 15% Серебра (BCuP-3, BCuP-5): Добавление серебра снижает температуру плавления и увеличивает пластичность сплава, делая его более устойчивым к вибрации. Это часто предпочтительнее для соединений рядом с компрессором.
Всегда проверяйте технические характеристики производителя на предмет рекомендуемой рабочей температуры вашего конкретного паяльного прутка.
Флюс: Когда он нужен (а когда нет)
Флюс — это химический чистящий агент, который предотвращает окисление и способствует течению присадочного металла.
- Для соединений медь-медь: Вам не нужен флюс при использовании медно-фосфорного сплава (сильфОС). Фосфор в прутке действует как флюсующий агент.
- Для соединений медь-латунь или сталь: Вы должны использовать отдельный пастообразный флюс. Фосфора в прутке недостаточно для очистки разнородных металлов, таких как латунь в сервисном клапане.
Самый упускаемый шаг: продувка азотом
Нагревая внешнюю часть трубы, вы должны контролировать среду внутри. Невыполнение этого требования является одной из самых распространенных и дорогостоящих ошибок при работе с ОВК.
Почему внутреннее окисление — ваш враг
Когда вы нагреваете медь, кислород внутри трубы быстро образует ту самую черную хлопьевидную окалину оксида меди. Эта окалина не остается на месте. Со временем она отслаивается и циркулирует вместе с хладагентом и маслом.
Это загрязнение может засорить тонкие отверстия терморегулирующего вентиля (ТРВ), поцарапать подшипники компрессора и привести к преждевременному выходу системы из строя.
Решение: продувка низким давлением
Решение состоит в том, чтобы продувать линии сухим азотом во время пайки. Пропуская очень малый объем азота (2-3 SCFH) через трубку, вы вытесняете весь кислород.
Это предотвращает образование окисления на внутренней поверхности трубы, обеспечивая идеальную чистоту системы. Это не дополнительный шаг; это признак профессионального, надежного монтажа и ремонта.
Принятие правильного решения для вашей системы
Ваш подход к пайке должен быть обдуманным, с четким пониманием материалов и желаемого результата.
- Если ваше основное внимание уделяется стандартному соединению медь-медь: Используйте сплав сильфОС и нагревайте соединение до вишнево-красного цвета, прежде чем вводить пруток.
- Если ваше основное внимание уделяется соединению меди с латунным клапаном: Нанесите тонкий слой белого пастообразного флюса на обе детали до нагрева и используйте паяльный сплав с содержанием серебра для лучшего сцепления.
- Если ваше основное внимание уделяется долговечности и надежности системы: Всегда, без исключения, используйте продувку азотом с низким расходом для предотвращения внутреннего загрязнения при каждой пайке.
В конечном счете, овладение температурой пайки заключается в понимании того, как заставить материалы работать на вас для создания чистых, прочных и постоянных соединений.
Сводная таблица:
| Компонент пайки | Ключевые детали | Температура/Соображения |
|---|---|---|
| Основной металл | Медная трубка | Нагревать до появления тусклого/вишнево-красного цвета. |
| Присадочный сплав (СильфОС) | 0%, 5% или 15% Серебра | Температура плавления определяет целевую температуру. |
| Флюс | Для разнородных металлов (например, латуни) | Требуется для соединений медь-латунь/сталь. |
| Продувка азотом | Критически важна для чистоты | Поток 2-3 SCFH предотвращает внутреннее окисление. |
Добивайтесь безупречных, надежных соединений ОВК каждый раз.
Освоение температуры пайки имеет решающее значение для долговечности и производительности системы. KINTEK специализируется на предоставлении высококачественного лабораторного оборудования и расходных материалов, на которые полагаются профессионалы для точных тепловых применений.
Позвольте нам помочь вам обеспечить идеальность каждого соединения. Свяжитесь с нашими экспертами сегодня через нашу Контактную форму, чтобы обсудить ваши конкретные потребности и то, как наши решения могут поддержать вашу работу.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Электрический гидравлический вакуумный термопресс для лаборатории
- Циркуляционный термостат с нагревом и охлаждением на 20 л для реакций при высоких и низких температурах
- Циркуляционный термостат с нагревом и охлаждением 5 л для высоко- и низкотемпературных реакций с постоянной температурой
- Горизонтальная высокотемпературная графитизационная печь с графитовым нагревом
Люди также спрашивают
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования













