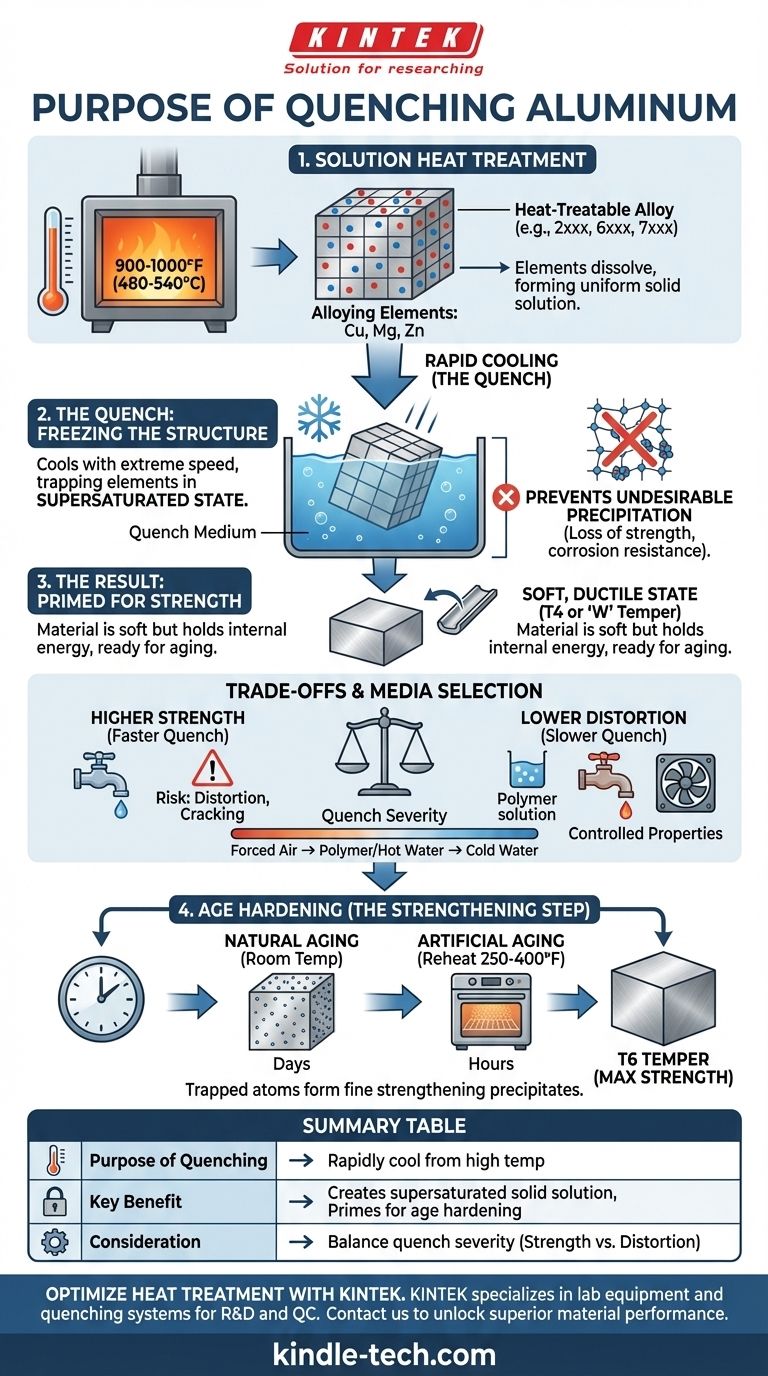
Основная цель закалки алюминия — быстрое охлаждение его с высокой температуры для «замораживания» его внутренней кристаллической структуры в нестабильном, пересыщенном состоянии. Этот процесс удерживает легирующие элементы, такие как медь или кремний, в кристаллической решетке алюминия, не давая им преждевременно выделиться в виде выделений. Это пересыщенное состояние является критическим условием для последующего процесса упрочнения, известного как упрочнение старением.
Сама по себе закалка не делает алюминий прочным. Скорее, это подготовительный этап, который заключает в металле потенциал прочности, который затем высвобождается в ходе последующего процесса, называемого старением или дисперсионным твердением.

Основа: Термическая обработка с растворением
Чтобы понять закалку, необходимо сначала понять процесс, частью которого она является: термическую обработку с растворением. Этот процесс применим только к определенным «термоупрочняемым» алюминиевым сплавам, таким как серии 2xxx, 6xxx и 7xxx.
Роль легирующих элементов
Термоупрочняемые сплавы содержат элементы (такие как медь, магний и цинк), которые имеют ограниченную растворимость в алюминии при комнатной температуре, но могут растворяться при повышенных температурах. Представьте это как сахар в воде — в горячей воде можно растворить гораздо больше сахара, чем в холодной.
Шаг 1: Нагрев для растворения
Первый шаг — нагрев алюминия до определенной высокой температуры (обычно около 900–1000°F или 480–540°C). Выдержка при этой температуре в течение установленного времени позволяет легирующим элементам полностью раствориться в матрице алюминия, образуя однородный твердый раствор. На этом этапе потенциал упрочнения сплава полностью «растворен».
Критический момент: Цель закалки
После того как легирующие элементы растворены, материал необходимо охладить с чрезвычайной скоростью. Это быстрое охлаждение и есть закалка.
Замораживание пересыщенного состояния
Закалка охлаждает сплав настолько быстро, что растворенные атомы не успевают сгруппироваться и выпасть в осадок из раствора. Это удерживает их в кристаллической решетке алюминия, создавая пересыщенный твердый раствор. Это состояние является металлургически нестабильным и содержит большое количество внутренней энергии, подобно сжатой пружине.
Предотвращение нежелательного выделения
Если охлаждение происходит слишком медленно, легирующие элементы начнут выделяться по границам зерен металла. Эта форма выделения является неконтролируемой и вредной, что приводит к значительному снижению прочности и коррозионной стойкости. Скорость закалки рассчитывается так, чтобы она была быстрее этой критической скорости охлаждения.
Результат: Мягкий, но подготовленный материал
Сразу после закалки алюминий находится в своем самом мягком, наиболее пластичном состоянии (известном как закалка T4 или состояние «W»). Хотя он не прочен, он идеально подготовлен для заключительного этапа упрочнения.
Понимание компромиссов и рисков
Процесс закалки — это тонкий баланс. Скорость охлаждения является наиболее важной переменной и представляет собой классический инженерный компромисс.
Интенсивность закалки и прочность
Более быстрая закалка, как правило, приводит к лучшему пересыщенному раствору, что обеспечивает более высокий потенциал прочности после старения. Холодная вода обеспечивает очень интенсивную закалку и максимальный потенциал прочности.
Риск деформации и остаточных напряжений
Основным недостатком очень быстрой закалки является термический шок. Чрезвычайный градиент температур между поверхностью и сердцевиной детали вызывает внутренние напряжения, которые могут привести к короблениям, деформации и даже трещинам, особенно в сложных или тонкостенных деталях.
Выбор среды для закалки
Для управления этим риском используются различные среды для закалки:
- Холодная вода: Самая высокая скорость охлаждения, самый высокий риск деформации.
- Горячая вода: Менее интенсивная, чем холодная вода, снижает напряжения, оставаясь при этом эффективной для многих сплавов.
- Полимерные растворы: Обеспечивают скорость охлаждения между водой и воздухом, предлагая хороший баланс между прочностью и контролем деформации.
- Принудительный обдув воздухом: Гораздо более медленная закалка, используемая для очень тонких деталей или сплавов, менее чувствительных к скорости охлаждения.
Заключительный этап: Раскрытие прочности через старение
Мягкий, закаленный материал приобретает свои окончательные высокие прочностные характеристики в процессе, называемом упрочнением старением (или дисперсионным твердением).
Естественное против искусственного старения
Естественное старение происходит, когда закаленная деталь оставляется при комнатной температуре. В течение нескольких дней захваченные атомы сами по себе медленно начинают образовывать крошечные, сильно диспергированные упрочняющие выделения.
Искусственное старение ускоряет этот процесс. Деталь повторно нагревают до низкой температуры (например, 250–400°F или 120–205°C) на несколько часов. Это обеспечивает достаточно тепловой энергии для того, чтобы захваченные атомы переместились и образовали оптимальное распределение микроскопических выделений, которые препятствуют движению дислокаций, резко увеличивая прочность и твердость сплава. Именно так достигаются такие распространенные состояния, как T6.
Принятие правильного решения для вашей цели
Выбор метода закалки определяется желаемым балансом между механическими свойствами и стабильностью размеров.
- Если ваш основной фокус — максимальная прочность и твердость: Необходима агрессивная закалка в холодной или прохладной воде для достижения наилучшего отклика на старение, но планируйте возможную последующую правку или снятие напряжений после закалки.
- Если ваш основной фокус — минимизация деформации в сложной детали: Может потребоваться менее интенсивная закалка с использованием полимерного раствора, горячей воды или даже принудительного обдува воздухом, при этом принимается предсказуемое и контролируемое снижение пиковой прочности.
- Если вы работаете с нетермоупрочняемыми сплавами (например, серий 3xxx или 5xxx): Закалка не служит цели упрочнения, поскольку эти сплавы приобретают прочность за счет нагартовки (деформации), а не термической обработки.
В конечном счете, овладение закалкой имеет решающее значение для раскрытия полного эксплуатационного потенциала, заложенного в термоупрочняемые алюминиевые сплавы.
Сводная таблица:
| Цель закалки | Ключевое преимущество | Соображение |
|---|---|---|
| Быстрое охлаждение с высокой температуры | Создает пересыщенный твердый раствор | Подготавливает металл к упрочнению старением |
| Удержание легирующих элементов (например, меди, кремния) | Предотвращает нежелательное выделение | Позволяет избежать потери прочности и коррозионной стойкости |
| Замораживание нестабильной кристаллической структуры | Подготавливает материал к максимальному потенциалу прочности | Сразу после закалки приводит к мягкому, пластичному состоянию (закалка T4) |
| Баланс интенсивности закалки | Управляет компромиссом между прочностью и деформацией | Выбор среды (холодная вода, полимер и т. д.) влияет на конечные свойства |
Готовы достичь точных результатов термической обработки ваших алюминиевых сплавов? KINTEK специализируется на лабораторном оборудовании и расходных материалах для металлургических процессов, включая печи и системы закалки, адаптированные для НИОКР и контроля качества. Наши решения помогают оптимизировать параметры закалки для достижения максимальной прочности при минимизации деформации. Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем поддержать потребности вашей лаборатории в термической обработке алюминия и раскрыть превосходные эксплуатационные характеристики материала.
Визуальное руководство
Связанные товары
- Инженерные передовые тонкие керамические тигли из оксида алюминия Al2O3 с крышкой, цилиндрические лабораторные тигли
- Инженерный усовершенствованный тигель из тонкой глиноземной керамики Al2O3 для лабораторной муфельной печи
- Алюминированная керамическая испарительная лодочка для нанесения тонких пленок
- Алюминиевая керамическая тигельная полукруглая лодочка Al2O3 с крышкой для инженерной передовой тонкой керамики
- Высококачественный винт из оксида алюминия для передовой тонкой керамики с высокой термостойкостью и изоляцией
Люди также спрашивают
- Почему для расплавленной солевой системы CaCl2-NaCl выбирают корундовый тигель? Обеспечение высокой чистоты и термической стабильности
- Зачем использовать корундовые типы и порошковое покрытие для NaSICON? Обеспечение чистоты фазы и предотвращение улетучивания элементов
- Почему тигли из оксида алюминия используются в качестве емкостей в процессе диффузионного нанесения вольфрамового покрытия на поверхности алмазов?
- Почему тигли из оксида алюминия выбираются в качестве емкостей для экспериментов по коррозии в жидком свинце? Обеспечение чистоты экспериментальных данных
- Почему тигли из оксида алюминия и материнский порошок необходимы для спекания LATP? Оптимизируйте производительность своего твердого электролита















