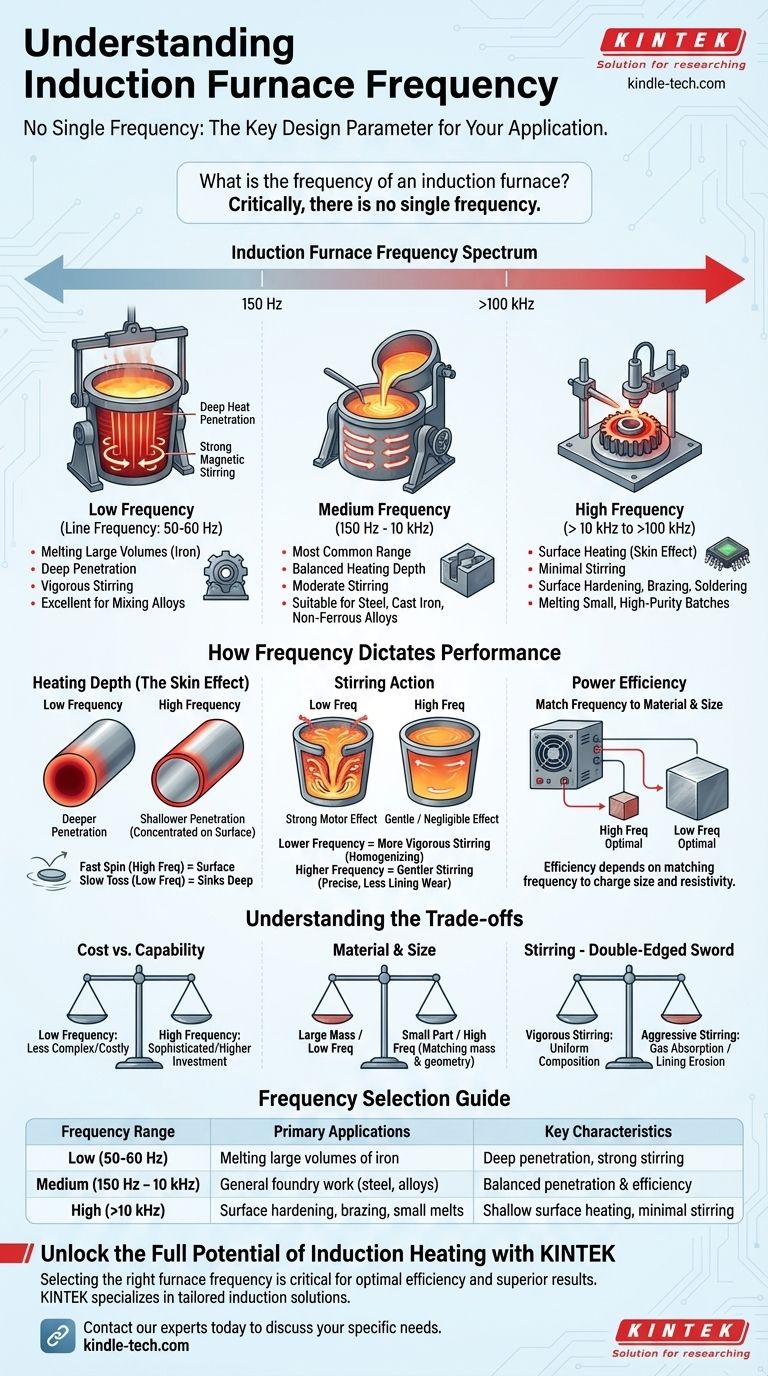
Критически важно, что не существует единой частоты для индукционной печи; рабочая частота является ключевым параметром конструкции, который выбирается на основе конкретного применения. Индукционные печи работают в широком диапазоне, от сетевых частот (50/60 Гц) для больших плавок до высоких радиочастот (более 100 кГц) для поверхностного нагрева и небольших, точных применений.
Выбор рабочей частоты является единственным наиболее важным фактором в конструкции индукционной печи. Он напрямую определяет глубину проникновения тепла и интенсивность эффекта магнитного перемешивания, определяя, подходит ли печь для плавления больших объемов, нагрева мелких деталей или обработки поверхностей.
Фундаментальная роль частоты
Частота переменного тока, подаваемого через медную катушку печи, определяет, как энергия передается металлической шихте внутри. Эта связь регулируется принципом, известным как «скин-эффект».
Низкая частота (сетевая частота)
При стандартных сетевых частотах от 50 Гц до 60 Гц электромагнитное поле глубоко проникает в расплавленный металл.
Это глубокое проникновение идеально подходит для плавления больших партий высокопроводящих металлов, таких как железо. Оно также создает очень сильное перемешивающее действие, что отлично подходит для смешивания сплавов и обеспечения равномерной температуры и состава.
Средняя частота
Это наиболее распространенный диапазон для современных литейных цехов, обычно работающий в пределах от 150 Гц до 10 000 Гц (10 кГц).
Средняя частота обеспечивает универсальный баланс между глубиной нагрева и эффективностью. Она обеспечивает хорошее проникновение и умеренное перемешивающее действие, что делает ее подходящей для плавления стали, чугуна и различных цветных сплавов. Упоминание «шкафа питания средней частоты» указывает на распространенность этого типа.
Высокая частота (радиочастота)
Частоты выше 10 000 Гц (10 кГц) и часто простирающиеся до сотен килогерц считаются высокими частотами.
Здесь скин-эффект очень выражен, что означает, что ток и тепло концентрируются в очень тонком слое на поверхности материала. Это делает высокочастотные системы непригодными для плавления больших объемов, но идеальными для таких применений, как поверхностная закалка, пайка, сварка или плавление очень небольших партий высокой чистоты, где желательно минимальное перемешивание.
Как частота определяет производительность
Понимание применения требует понимания того, как частота напрямую влияет на физические процессы внутри печи.
Глубина нагрева (скин-эффект)
Чем выше частота, тем меньше глубина проникновения наведенного тока.
Представьте себе, как камень скользит по воде. Быстрое, высокочастотное вращение удерживает камень прямо на поверхности. Медленный, низкочастотный бросок позволяет ему погрузиться глубже. Вот почему высокая частота используется для поверхностной обработки, а низкая частота — для сквозного нагрева больших масс.
Перемешивающее действие
Электромагнитное поле создает моторный эффект внутри расплавленного металла, заставляя его перемешиваться.
Более низкие частоты вызывают гораздо более энергичное перемешивающее действие. Это полезно для гомогенизации сплавов, но может быть вредным, если оно слишком агрессивно, потенциально увеличивая износ огнеупорной футеровки тигля. Более высокие частоты вызывают гораздо более мягкий или почти незаметный эффект перемешивания.
Энергоэффективность
Эффективность печи зависит от соответствия частоты размеру нагреваемого материала и его электрическому сопротивлению.
Система управления источником питания, как отмечается в ссылках, постоянно регулирует напряжение и ток для поддержания постоянной мощности, но фундаментальная эффективность определяется выбором частоты для данной задачи.
Понимание компромиссов
Выбор частоты — это не только вопрос физики; он включает в себя баланс стоимости, возможностей и операционных целей.
Стоимость против возможностей
Как правило, источники питания для более низких частот менее сложны и дороги, чем те, которые требуются для высокочастотных применений. Сложная твердотельная электроника, необходимая для генерации стабильных высоких частот, увеличивает первоначальные инвестиции.
Ограничения по материалу и размеру
Частота, которая идеально подходит для плавки одной тонны железа (низкая/средняя частота), была бы невероятно неэффективной для термообработки небольшой шестерни (высокая частота). Энергия проникала бы слишком глубоко и не концентрировалась бы там, где это необходимо. Выбор должен соответствовать массе и геометрии шихты.
Перемешивание: палка о двух концах
Хотя перемешивание имеет решающее значение для однородного состава, энергичное действие печи с низкой частотой может увеличить поглощение газа из атмосферы и ускорить эрозию футеровки печи. Напротив, отсутствие перемешивания в высокочастотной печи может быть нежелательным, если легирующие элементы необходимо тщательно перемешать.
Согласование частоты с вашим приложением
Ваша цель определяет правильный частотный диапазон.
- Если ваша основная задача — плавка больших объемов проводящих металлов, таких как чугун: Печь с низкой частотой (сетевой частотой) или нижней частью среднечастотного диапазона обеспечивает необходимое глубокое проникновение и сильное перемешивание.
- Если ваша основная задача — общее литейное производство для стали, меди или алюминиевых сплавов: Среднечастотная печь предлагает наилучший общий баланс эффективности нагрева, контроля и перемешивающего действия.
- Если ваша основная задача — поверхностная закалка, пайка или плавка небольших количеств высокой чистоты: Высокочастотная система необходима для точной концентрации тепла на поверхности или в небольшом объеме.
В конечном итоге, выбор правильной рабочей частоты является ключом к использованию известной эффективности, скорости и контроля индукционной печи для вашего конкретного процесса.
Сводная таблица:
| Диапазон частот | Основные применения | Ключевые характеристики |
|---|---|---|
| Низкая (50-60 Гц) | Плавка больших объемов железа | Глубокое проникновение, сильное перемешивание |
| Средняя (150 Гц - 10 кГц) | Общее литейное производство (сталь, сплавы) | Сбалансированное проникновение и эффективность |
| Высокая (>10 кГц) | Поверхностная закалка, пайка, малые плавки | Поверхностный нагрев, минимальное перемешивание |
Раскройте весь потенциал индукционного нагрева для вашей лаборатории или литейного цеха. Выбор правильной частоты печи имеет решающее значение для достижения оптимальной эффективности, точного контроля температуры и превосходных результатов в процессах плавки, термообработки или пайки. KINTEK специализируется на высокопроизводительном лабораторном оборудовании и расходных материалах, предлагая индивидуальные индукционные решения, соответствующие вашим конкретным потребностям в материалах и применении. Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем улучшить ваши операции с помощью идеальной индукционной печи.
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Печь для индукционной плавки в вакууме с нерасходуемым электродом
- Печь для индукционной плавки вакуумной дугой
- Печь с контролируемой атмосферой азота и водорода
Люди также спрашивают
- Каковы преимущества вакуумной печи горячего прессования для W-50%Cu? Достижение плотности 99,6% при более низких температурах
- Какие преимущества дает вакуумная горячая прессовая печь для керамических электролитов LSLBO? Достижение относительной плотности 94%
- Каково прикладное значение вакуумной горячей прессовой печи? Получение сложных карбидных керамик высокой плотности
- Какую роль играет среда высокого вакуума при спекании композитов из графитовой пленки/алюминия? Оптимизируйте свое соединение
- Какую роль играет индукционная вакуумная печь горячего прессования в спекании? Достижение плотности 98% в твердосплавных блоках



















