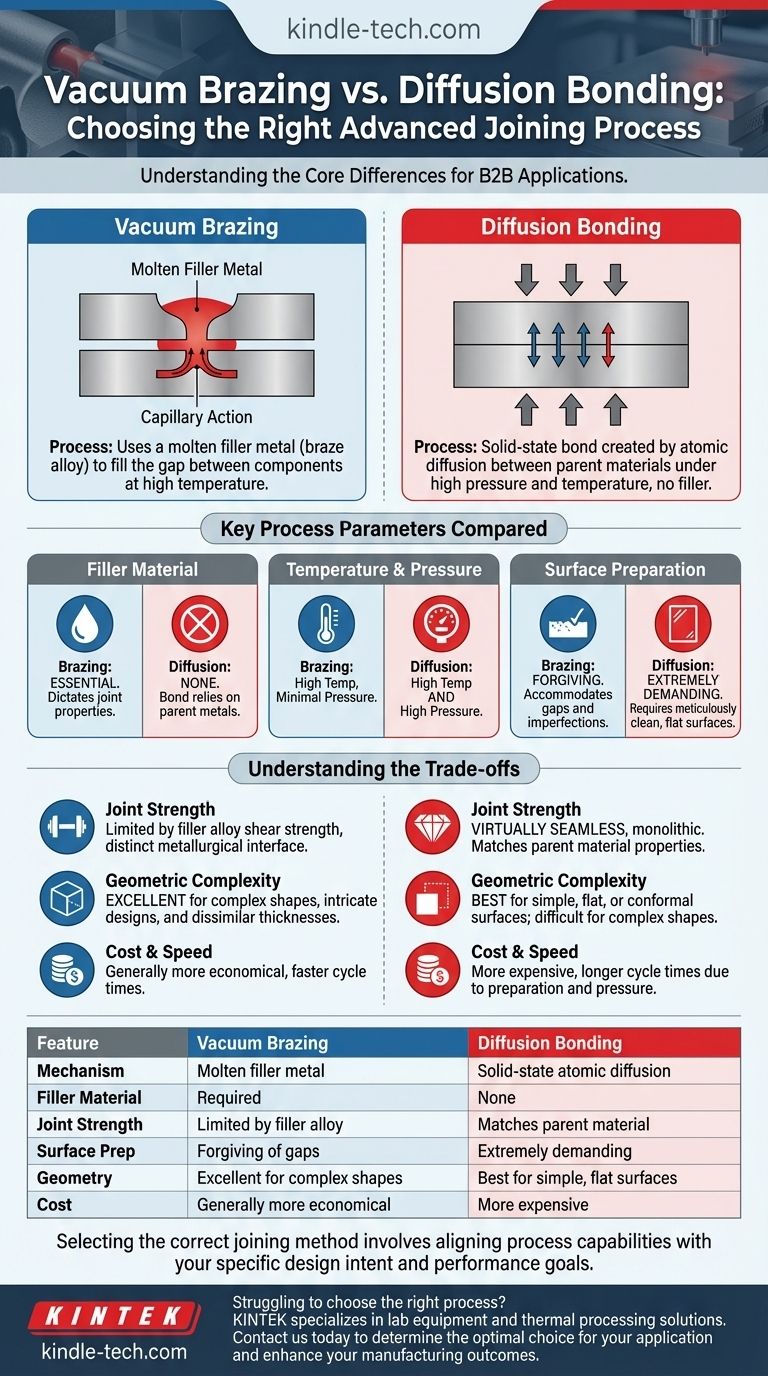
Фундаментальное различие между вакуумной пайкой и диффузионной сваркой заключается в способе создания соединения. Вакуумная пайка использует расплавленный присадочный металл для соединения двух компонентов, в то время как диффузионная сварка создает прямое, твердотельное соединение между основными материалами на атомном уровне без какого-либо присадочного материала.
Выбор между этими двумя передовыми методами соединения — это выбор между практичностью процесса и конечной производительностью. Пайка предлагает гибкость для сложных геометрий, заполняя зазор, тогда как диффузионная сварка обеспечивает бесшовное соединение прочностью основного металла, полностью устраняя этот зазор.

Понимание основных механизмов
Чтобы выбрать правильный процесс, вы должны сначала понять, как каждый из них фундаментально работает. Хотя оба процесса происходят при высокой температуре и в вакууме для обеспечения чистоты, их методы создания связи совершенно различны.
Как работает вакуумная пайка: присадочный металл
Вакуумная пайка — это процесс, при котором используется присадочный металл (или припой) с более низкой температурой плавления, чем у основных материалов.
Компоненты собираются с присадочным металлом, расположенным в соединении или рядом с ним. Внутри вакуумной печи сборка нагревается до температуры выше точки плавления присадочного материала, но ниже точки плавления основных материалов.
Затем расплавленный припой затекает в зазор между компонентами посредством капиллярного действия, создавая прочное, постоянное металлургическое соединение при охлаждении.
Как работает диффузионная сварка: твердотельное соединение
Диффузионная сварка — это твердотельный процесс соединения, который вообще не использует присадочный материал. Это прямое соединение между двумя заготовками.
Компоненты, которые должны иметь исключительно чистые и плоские поверхности, приводятся в тесный контакт под высоким давлением и температурой в вакууме.
Эта среда позволяет атомам каждого компонента мигрировать через границу, создавая единое, непрерывное изделие с соединением, которое часто неотличимо от основных металлов.
Сравнение ключевых параметров процесса
Эксплуатационные различия между двумя методами имеют существенные последствия для проектирования, производства и конечной производительности компонента.
Роль присадочного материала
Использование присадки является наиболее определяющим отличием. При пайке присадка необходима для процесса, и ее свойства определяют прочность и характеристики соединения.
При диффузионной сварке нет присадки. Свойства соединения полностью определяются самими основными материалами.
Требования к температуре и давлению
Вакуумная пайка в основном полагается на высокую температуру для расплавления припоя, требуя лишь минимального давления для удержания деталей на месте.
Диффузионная сварка, напротив, полагается на сочетание высокой температуры и высокого давления. Давление критически важно для приведения двух поверхностей в тесный контакт на атомном уровне, необходимый для возникновения диффузии.
Подготовка поверхности и допуски
Вакуумная пайка относительно терпима к поверхностным дефектам и может допускать большие, менее точные зазоры между деталями, поскольку присадочный металл предназначен для заполнения этих пустот.
Диффузионная сварка чрезвычайно требовательна. Она требует тщательно очищенных, точно обработанных и часто отполированных поверхностей, чтобы они были исключительно плоскими и гладкими. Любое несовершенство может создать пустоту и предотвратить успешное соединение.
Понимание компромиссов
Выбор процесса включает в себя балансирование желаемой производительности с производственной сложностью и стоимостью. Ни один из методов не является универсально превосходящим; они подходят для разных применений.
Свойства и производительность соединения
Диффузионное соединение практически бесшовное и монолитное. При правильном выполнении соединение может демонстрировать ту же механическую прочность и физические свойства, что и основной материал, что делает его идеальным для высокопроизводительных применений.
Прочность паяного соединения ограничена пределом прочности на сдвиг припоя, который почти всегда ниже, чем у основных материалов. Соединение представляет собой отдельный металлургический интерфейс, который может быть точкой отказа.
Геометрическая сложность
Пайка превосходно подходит для соединения сложных форм и сборок, которые трудно равномерно сжать. Ее способность заполнять зазоры делает ее более универсальным и практичным выбором для сложных конструкций или деталей разной толщины.
Диффузионная сварка лучше всего подходит для деталей с простыми, плоскими или конформными соединяющими поверхностями, где можно легко приложить равномерное давление.
Совместимость материалов и стоимость
Оба процесса отлично подходят для соединения разнородных материалов. Однако диффузионная сварка иногда может соединять комбинации, которые сложны для пайки из-за несовместимых реакций присадочного металла.
Как правило, обширная подготовка поверхности и более длительное время цикла делают диффузионную сварку более дорогим процессом, чем вакуумная пайка, особенно для компонентов, которые уже не имеют поверхностей с жесткими допусками.
Правильный выбор для вашего применения
Ваше окончательное решение должно быть обусловлено конкретными инженерными требованиями к вашему компоненту.
- Если ваша основная цель — максимальная целостность соединения и бесшовный интерфейс: Диффузионная сварка — лучший выбор, так как она создает соединение со свойствами основного металла.
- Если ваша основная цель — соединение сложных геометрических форм или перекрытие больших зазоров: Вакуумная пайка обеспечивает необходимую гибкость и более терпима к производственным допускам.
- Если ваша основная цель — сбалансировать высокую производительность с производственными затратами: Вакуумная пайка часто является более практичным и экономичным вариантом для широкого спектра применений.
В конечном итоге, выбор правильного метода соединения заключается в согласовании возможностей процесса с вашим конкретным замыслом дизайна и целями производительности.
Сводная таблица:
| Характеристика | Вакуумная пайка | Диффузионная сварка |
|---|---|---|
| Механизм | Использует расплавленный присадочный металл | Твердотельная атомная диффузия |
| Присадочный материал | Требуется | Отсутствует |
| Прочность соединения | Ограничена припоем | Соответствует основному материалу |
| Подготовка поверхности | Терпима к зазорам | Чрезвычайно требовательна |
| Геометрия | Отлично подходит для сложных форм | Лучше всего для простых, плоских поверхностей |
| Стоимость | В целом более экономична | Дороже |
Испытываете трудности с выбором правильного процесса соединения для ваших высокопроизводительных компонентов? KINTEK специализируется на лабораторном оборудовании и расходных материалах, удовлетворяя лабораторные потребности с помощью передовых решений для термической обработки. Наши эксперты помогут вам определить, является ли вакуумная пайка или диффузионная сварка оптимальным выбором для ваших конкретных материалов, дизайна и целей производительности. Свяжитесь с нами сегодня через нашу [#ContactForm], чтобы обсудить ваш проект и узнать, как наше прецизионное оборудование может улучшить ваши производственные результаты.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Вакуумная печь горячего прессования для ламинирования и нагрева
- Вакуумная машина для холодной заливки образцов
- Вакуумная печь горячего прессования Нагретая вакуумная прессовальная машина
- Вакуумная печь для спекания зубной керамики
Люди также спрашивают
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
- Как паять печь? Руководство по высокопроизводительному, точному соединению металлов
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере



















