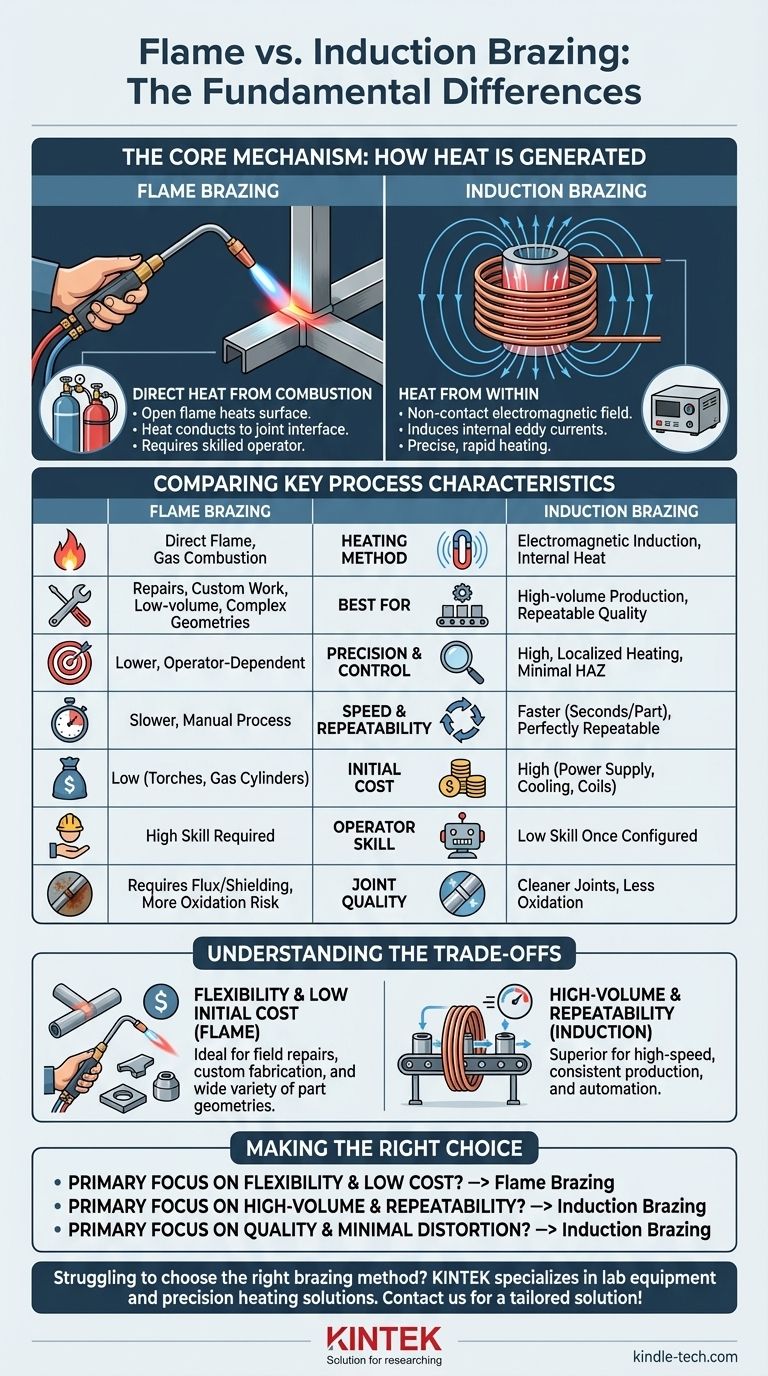
Основное различие между газовой пайкой и индукционной пайкой заключается исключительно в методе генерации тепла. Газовая пайка использует прямое тепло от сгорания газов, например, ацетилено-кислородной горелкой, в то время как индукционная пайка использует бесконтактное электромагнитное поле для генерации тепла непосредственно внутри соединяемых деталей.
Выбор между ними — это классический инженерный компромисс: газовая пайка предлагает гибкость и низкие первоначальные затраты, что делает ее идеальной для ремонта и индивидуальных работ. Индукционная пайка обеспечивает непревзойденную скорость, точность и повторяемость, что делает ее лучшим выбором для крупносерийного производства.
Основной механизм: как генерируется тепло
Чтобы понять практические различия, вы должны сначала уяснить, как каждый процесс передает тепловую энергию в соединение.
Газовая пайка: прямое тепло от сгорания
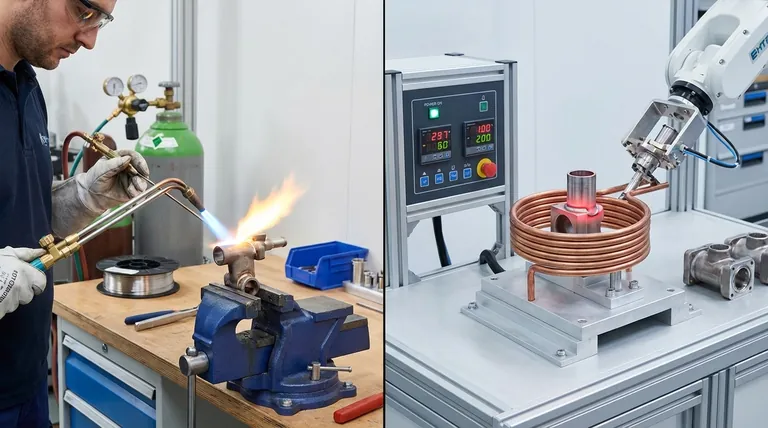
Газовая пайка — это традиционный метод, использующий горелку для сжигания топливного газа (например, ацетилена или пропана) с кислородом. Это открытое пламя направляется непосредственно на поверхность деталей вблизи зоны соединения.
Оператор вручную перемещает горелку, чтобы равномерно нагреть основные металлы до тех пор, пока они не станут достаточно горячими, чтобы расплавить присадочный паяльный материал. Процесс полностью зависит от теплопередачи тепла от поверхности детали к интерфейсу соединения.
Индукционная пайка: тепло изнутри
Индукционная пайка — это более продвинутый бесконтактный процесс. Он использует переменный ток высокой частоты, проходящий через медную катушку.
Эта катушка создает мощное, быстро меняющееся магнитное поле. Когда металлические детали помещаются в это поле, поле индуцирует электрические вихревые токи внутри самих деталей. Естественное сопротивление материала этим токам генерирует точное, быстрое и внутреннее тепло.
Сравнение ключевых характеристик процесса
Разница в методе нагрева создает значительные последующие эффекты на управление процессом, скорость и качество конечного продукта.
Точность и контроль
Индукционный нагрев исключительно точен. Тепло генерируется только там, где магнитное поле наиболее сильное, что можно точно контролировать формой и близостью индукционной катушки. Это позволяет очень локализованный нагрев, минимизируя зону термического влияния (ЗТВ) и снижая риск деформации детали.
Нагрев пламенем гораздо менее точен. Тепло от пламени конвективное и распространяется на гораздо большую площадь. Трудно удержать тепло точно в месте соединения, а контроль сильно зависит от навыка и твердой руки оператора.
Скорость и повторяемость
Для производственных условий индукционная пайка значительно быстрее, часто занимая всего несколько секунд на деталь. Поскольку процесс контролируется мощностью, частотой и временем, он идеально повторяем. Каждое соединение идентично, что обеспечивает стабильное качество.
Газовая пайка — более медленный, ручной процесс. Время, необходимое для доведения деталей до температуры, варьируется в зависимости от размера детали и, что наиболее важно, от техники оператора. Это затрудняет достижение идеальной согласованности при работе с большой партией деталей.
Качество соединения и окисление
Индукционная пайка часто дает более чистое соединение. Скорость цикла нагрева минимизирует время, в течение которого деталь находится при высокой температуре, что резко снижает окисление.
Газовая пайка подвергает детали продуктам сгорания и открытому воздуху в течение более длительного времени. Это требует использования флюса или защитного газа для предотвращения окисления и обеспечения надлежащего смачивания и течения присадочного металла в соединение.
Понимание компромиссов
Ни один из методов не является универсально превосходящим; правильный выбор полностью зависит от вашего применения и операционных целей.
Первоначальные инвестиции против эксплуатационных расходов
Первоначальная стоимость установки для газовой пайки очень низка — по сути, это набор горелок, регуляторов и газовых баллонов. Это делает ее доступной для любой мастерской.
Система индукционного нагрева — это значительные капиталовложения. Она требует источника питания, системы охлаждения и изготовленных на заказ индукционных катушек, что может стоить тысячи долларов.
Гибкость и геометрия детали
Газовая пайка чрезвычайно гибка. Опытный оператор может использовать одну и ту же горелку для пайки огромного разнообразия форм, размеров и сложных сборок деталей. Это делает ее идеальной для ремонта, прототипирования и малосерийного производства.
Индукционная пайка относительно негибкая. Она наиболее эффективна, когда индукционная катушка спроектирована и изготовлена специально для геометрии паяемой детали. Смена детали часто требует смены катушки, что делает ее менее подходящей для работ с большим ассортиментом при малых объемах.
Квалификация оператора и безопасность
Успех газовой пайки сильно зависит от квалификации и опыта оператора. Это ремесло, овладение которым требует времени. Процесс также включает открытое пламя и хранение легковоспламеняющихся газов, что несет присущие риски для безопасности.
Как только индукционный процесс настроен, для его работы требуется очень низкая квалификация оператора. Он становится простой операцией по нажатию кнопки. Отсутствие открытого пламени и более контролируемый процесс делают эту технологию в целом более безопасной.
Выбор правильного процесса для вашей цели
Выбор правильного процесса заключается в согласовании сильных сторон технологии с вашей основной целью.
- Если ваш главный приоритет — гибкость и низкие первоначальные затраты: Газовая пайка — это окончательный выбор для полевого ремонта, изготовления на заказ и работ, где геометрия деталей сильно варьируется.
- Если ваш главный приоритет — крупносерийное производство и повторяемость: Индукционная пайка — это превосходное решение, предлагающее непревзойденную скорость, согласованность и потенциал для автоматизации.
- Если ваш главный приоритет — высочайшее качество соединения и минимальная деформация детали: Индукционная пайка дает явное преимущество благодаря точному, быстрому и локализованному нагреву.
В конечном счете, выбор правильного метода нагрева — это первый шаг к успешной и эффективной операции пайки.
Сводная таблица:
| Характеристика | Газовая пайка | Индукционная пайка |
|---|---|---|
| Метод нагрева | Прямое пламя от сгорания газа | Электромагнитное поле индуцирует внутренний нагрев |
| Лучше всего подходит для | Ремонт, индивидуальные работы, малые объемы, сложные геометрии | Крупносерийное производство, повторяемое качество |
| Точность и контроль | Ниже (зависит от оператора) | Высокая (локализованный нагрев, минимальная ЗТВ) |
| Скорость | Более медленный, ручной процесс | Быстрее (секунды на деталь), повторяемый |
| Первоначальные затраты | Низкие | Высокие (требуется специализированное оборудование) |
| Квалификация оператора | Требуется высокая квалификация | Низкая квалификация после настройки |
| Качество соединения | Требуется флюс/защитный газ | Более чистые соединения, меньше окисления |
Испытываете трудности с выбором правильного метода пайки для вашей лаборатории или производственной линии? KINTEK специализируется на лабораторном оборудовании и расходных материалах, обслуживая потребности лабораторий с помощью решений для точного нагрева. Независимо от того, нужна ли вам гибкость газовой пайки для индивидуальных проектов или скорость и повторяемость индукционной пайки для крупносерийного производства, наши эксперты помогут вам выбрать идеальное оборудование для повышения эффективности и качества соединений. Свяжитесь с нами сегодня, чтобы обсудить ваше конкретное применение и получить индивидуальное решение!
Визуальное руководство