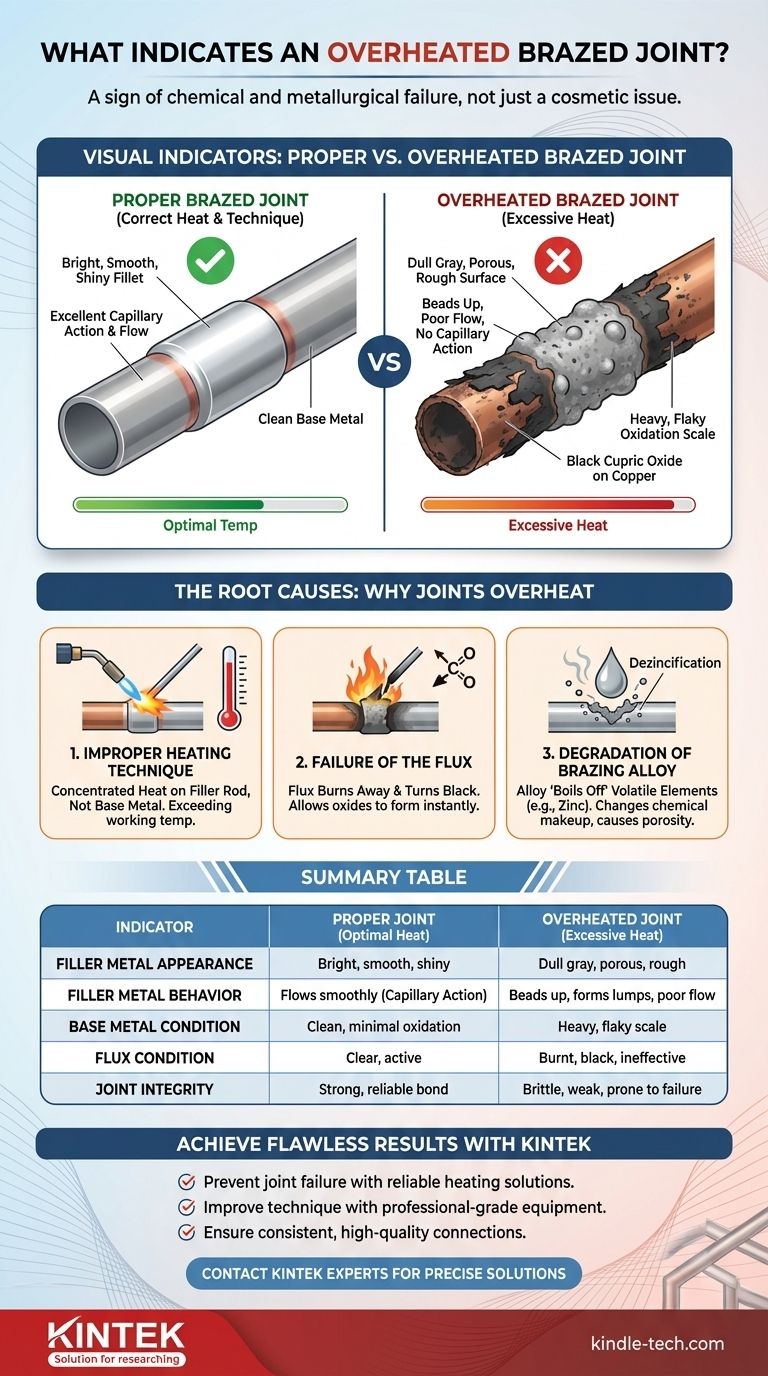
На перегрев паяного соединения наиболее явно указывает внешний вид припоя и состояние окружающего основного металла. Вместо яркого, гладкого и чистого галтели вы увидите тусклую, серую, пористую и шероховатую поверхность. Сам основной металл часто будет иметь признаки чрезмерного окисления, например, темную, шелушащуюся окалину, что сигнализирует о фундаментальном нарушении целостности соединения.
Перегрев — это не косметическая проблема; это признак химического и металлургического сбоя. Это указывает на то, что флюс разрушен, а припой поврежден, что приводит к получению слабого, хрупкого и ненадежного соединения, подверженного утечкам и разрушению конструкции.

Визуальные индикаторы перегретого соединения
Правильно выполненная пайка легко определяется по ее чистому и гладкому внешнему виду. Перегрев оставляет после себя отчетливый набор визуальных признаков, сигнализирующих о неудачном соединении.
Внешний вид припоя
Самый непосредственный признак — это сам припой. Хорошее соединение будет иметь яркую, блестящую и гладкую галтель, которая аккуратно соединяет два основных металла.
Перегретое соединение будет иметь припой, который тускло-серый или даже черный. Поверхность будет шероховатой и пористой, часто выглядящей ямчатой или кристаллической, а не гладкой.
Поведение припоя
Правильная пайка зависит от капиллярного действия, при котором расплавленный припой чисто втягивается в узкое пространство между основными металлами.
При перегреве соединения припой не сможет течь должным образом. Он будет иметь тенденцию скатываться в шарики или образовывать наплывы на поверхности, вместо того чтобы втягиваться в соединение. Это указывает на то, что флюс распался и больше не очищает поверхности металла.
Состояние основного металла
Повреждение от перегрева выходит за рамки припоя. Внимательно следите за основными металлами, непосредственно прилегающими к соединению.
Например, на медных трубках перегрев создает толстый, шелушащийся черный налет оксида меди (куприка). Это отличается от тонкого, красноватого оксида меди (закиси меди) при правильно нагретом соединении. На стали вы можете увидеть сильное синее или серое обесцвечивание вдали от зоны соединения.
Первопричины: Почему соединения перегреваются
Понимание того, что происходит на химическом уровне, является ключом к предотвращению этого распространенного сбоя. Перегрев является результатом неправильной техники, а не просто вопросом времени.
Неправильная техника нагрева
Наиболее частая причина — неправильное применение горелки. Нагрев должен быть широким, равномерным и сосредоточенным на основных металлах, а не на самом припое.
Если пламя удерживается в одном месте слишком долго или концентрируется непосредственно на прутке припоя, вы быстро превышаете рабочий диапазон температур как флюса, так и припоя.
Отказ флюса
Флюс — это химический агент с определенным диапазоном температур активации. Его задача — очищать металл и предотвращать окисление во время нагрева.
Если вы перегреете соединение, вы выжжете флюс. Флюс станет черным и перестанет работать, позволяя оксидам мгновенно образовываться на горячем металле. Эти оксиды создают барьер, который припой не может проникнуть, что препятствует правильному соединению.
Деградация припоя
Припои — это тщательно сбалансированные металлические смеси. Чрезмерный нагрев может повредить эту формулу, часто путем «выпаривания» более летучих элементов.
Например, в распространенных латунных припоях перегрев может вызвать испарение цинка из сплава (процесс, известный как децинкификация). Это изменяет химический состав сплава, снижает его прочность и часто создает пористость внутри соединения.
Понимание компромиссов: Контроль тепла против скорости
Может возникнуть соблазн использовать чрезмерное тепло, чтобы быстрее закончить работу. Это критическая ошибка, которая жертвует целостностью работы.
Искушение «больше тепла»
Новички часто полагают, что более горячее пламя или более длительное время нагрева обеспечат текучесть припоя. Они применяют интенсивный, прямой нагрев, надеясь форсировать процесс.
Последствие: Хрупкое и ненадежное соединение
Этот подход дает результат, противоположный желаемому. «Скорость», достигаемая за счет перегрева, достигается прямой ценой прочности и надежности. Получившееся соединение имеет плохой внешний вид, структурно слабое и почти наверняка выйдет из строя под давлением или вибрацией.
Недогрев: Другая сторона медали
Хотя и менее разрушительный, недогрев также приводит к неудачному соединению. Если основные металлы недостаточно горячие, припой не расплавится и не потечет должным образом, создавая «холодное соединение», которое просто лежит на поверхности без сцепления. Цель — точное температурное окно, а не просто «горячо».
Сделайте правильный выбор для вашей цели
Достижение идеальной пайки — это точный контроль температуры. Визуальные индикаторы — это не просто признаки проблемы; это обратная связь, которая поможет вам усовершенствовать свою технику.
- Если ваш основной фокус — прочность и надежность: Отдавайте приоритет равномерному нагреву основных металлов и позволяйте им расплавлять припой, никогда не нагревая пруток припоя непосредственно пламенем.
- Если ваш основной фокус — контроль качества: Тренируйте свои глаза искать яркую, гладкую и хорошо сформированную галтель и немедленно отвергайте любое соединение, которое выглядит тусклым, пористым или окруженным обожженной окалиной.
- Если ваш основной фокус — обучение и практика: Используйте флюс в качестве температурного индикатора; когда он становится прозрачным и жидким, как вода, основной металл находится при идеальной температуре для принятия припоя.
Освоение контроля температуры — это определяющий навык, который отличает новичка от эксперта и неудачное соединение от успешного.
Сводная таблица:
| Индикатор | Правильное паяное соединение | Перегретое паяное соединение |
|---|---|---|
| Внешний вид припоя | Яркая, гладкая, блестящая галтель | Тускло-серая, пористая, шероховатая поверхность |
| Поведение припоя | Плавно течет за счет капиллярного действия | Скатывается в шарики, образует наплывы, плохая текучесть |
| Состояние основного металла | Чистое, минимальное окисление | Толстая, шелушащаяся окалина (например, черный оксид меди на меди) |
| Состояние флюса | Прозрачный, активный | Сгоревший, черный, неэффективный |
| Целостность соединения | Прочное, надежное сцепление | Хрупкое, слабое, склонное к разрушению |
Достигайте безупречных результатов пайки с KINTEK
Не позволяйте перегреву ставить под угрозу ваши проекты пайки. Правильная техника и правильное оборудование необходимы для создания прочных, надежных соединений. KINTEK специализируется на высококачественном лабораторном оборудовании и расходных материалах, предоставляя инструменты и опыт, необходимые для точного контроля температуры и стабильных результатов.
Мы помогаем вам:
- Предотвращать разрушение соединений с помощью надежных решений для нагрева
- Улучшать вашу технику пайки с помощью оборудования профессионального уровня
- Обеспечивать стабильные, высококачественные соединения для ваших критически важных применений
Готовы усовершенствовать процесс пайки? Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как решения KINTEK могут удовлетворить конкретные потребности вашей лаборатории в пайке и нагреве!
Визуальное руководство