По сути, печь для выжигания — это высокотемпературная печь, предназначенная для одной, критически важной цели: расплавить и сжечь модель (обычно изготовленную из воска или напечатанную на 3D-принтере смолы) из керамической формы. Этот процесс, известный как «выжигание», оставляет после себя полую, идеально чистую полость, в которую можно заливать расплавленный металл, что является основополагающим шагом в литье по выплавляемым моделям для ювелирных, стоматологических и промышленных применений.
Печь для выжигания — это не просто нагреватель; это прецизионный инструмент, который выполняет тщательно рассчитанную, многоступенчатую температурную программу. Ее основная функция — создание безупречной полости формы путем полного удаления исходной модели без повреждения хрупкой оболочки формы.

Роль печи для выжигания в литье по выплавляемым моделям
Процесс выжигания является сердцем литья по выплавляемым моделям, также известного как процесс «потерянного воска». Производительность печи напрямую определяет успех или неудачу конечной отлитой детали.
Объяснение процесса «выжигания»
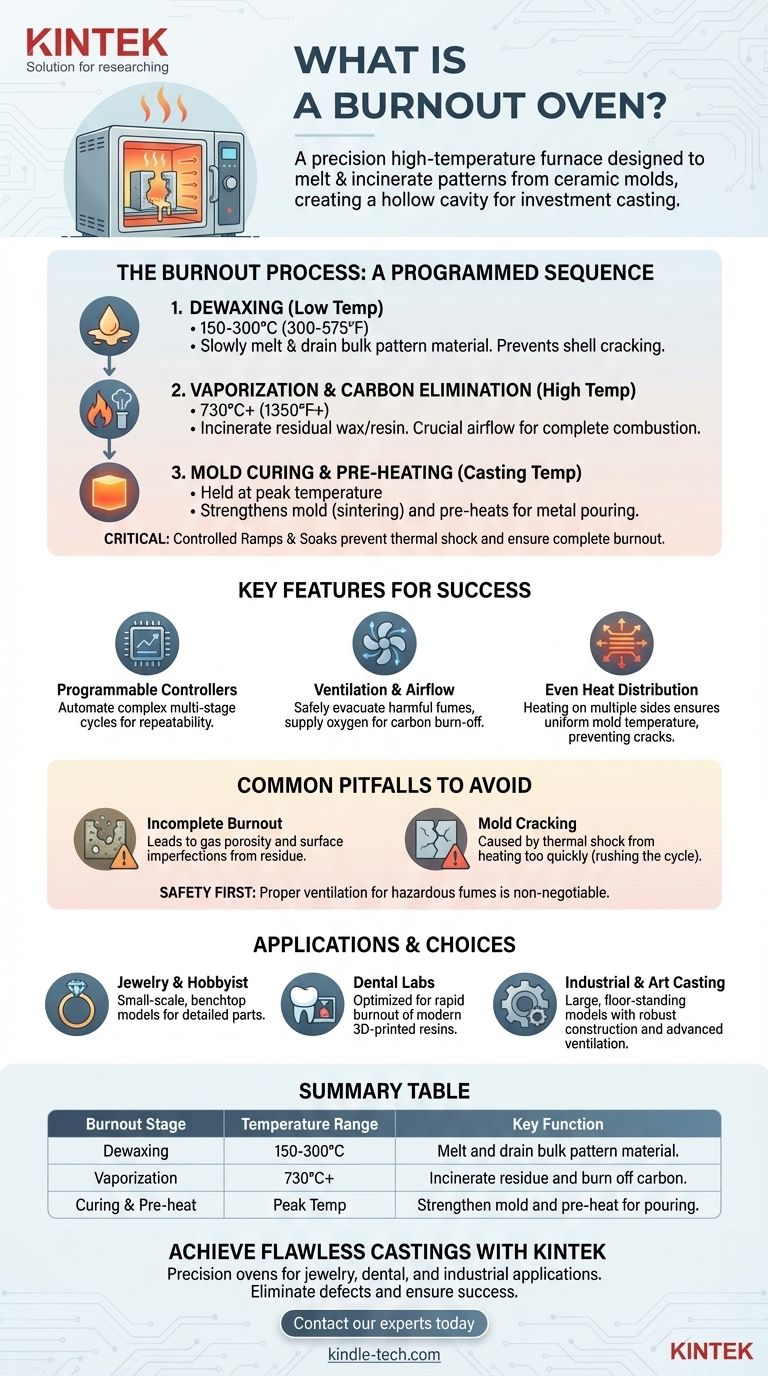
Цикл выжигания — это не просто однотемпературный обжиг. Это запрограммированная последовательность этапов нагрева, часто длящаяся от 8 до 16 часов, предназначенная для достижения трех различных целей.
-
Этап 1: Депарафинизация (низкая температура) Цикл начинается при низкой температуре (около 150-300°C / 300-575°F). На этом этапе основная масса материала модели плавится и стекает из формы. Это необходимо делать медленно, чтобы предотвратить растрескивание оболочки формы из-за расширяющегося воска.
-
Этап 2: Испарение и удаление углерода (высокая температура) Затем температура значительно повышается (до 730°C / 1350°F или выше). Этот этап сжигает любые остатки воска или смолы и, что крайне важно, выжигает углеродный нагар, оставшийся на стенках формы. Здесь жизненно важен достаточный поток воздуха для обеспечения кислорода, необходимого для полного сгорания.
-
Этап 3: Отверждение формы и предварительный нагрев (температура литья) Наконец, печь поддерживает форму при ее пиковой температуре. Этот шаг полностью отверждает и укрепляет керамический формовочный материал (процесс, называемый спеканием). Он также предварительно нагревает форму до правильной температуры для приема расплавленного металла, что предотвращает термический шок и обеспечивает свободное течение металла в мельчайшие детали.
Почему контролируемые подъемы и выдержки критически важны
Контроллер печи управляет подъемами (скоростью изменения температуры) и выдержками (временем поддержания определенной температуры).
- Подъемы предотвращают термический шок. Если форма нагревается слишком быстро, разные части расширяются с разной скоростью, вызывая трещины, которые испортят конечную отливку.
- Выдержки гарантируют полное завершение каждого этапа процесса. Выдержка при температуре депарафинизации гарантирует, что большая часть воска стечет, в то время как длительная выдержка при пиковой температуре гарантирует удаление всего углеродного нагара и полное отверждение формы.
Понимание ключевых особенностей
Современные печи для выжигания определяются их способностью точно контролировать весь цикл выжигания, обеспечивая повторяемость и высокие показатели успеха.
Программируемые контроллеры
Контроллер — это мозг печи. Он позволяет пользователю программировать, сохранять и выполнять сложные многоступенчатые циклы выжигания. Эта программируемость является самой важной особенностью, так как она автоматизирует длительный и деликатный процесс.
Вентиляция и воздушный поток
Правильная вентиляция обязательна. Она служит двум целям: безопасное удаление вредных паров, образующихся при плавлении воска или смолы, и подача свежего кислорода в камеру. Без достаточного количества кислорода углеродный нагар не сгорит, что приведет к загрязнению формы и неудачной отливке.
Равномерное распределение тепла
Высококачественные печи имеют нагревательные элементы на нескольких сторонах камеры. Это гарантирует, что вся форма, независимо от ее положения, нагревается с равномерной скоростью. Неравномерный нагрев является основной причиной растрескивания формы.
Распространенные ошибки, которых следует избегать
Процесс выжигания не прощает ошибок. Неправильное понимание функции печи может привести к дорогостоящим и трудоемким сбоям.
Неполное выжигание
Это наиболее частая причина сбоев. Если цикл слишком короткий или не хватает кислорода, остатки материала модели или углерода останутся в форме. При заливке расплавленного металла эти остатки могут вызвать газовую пористость, поверхностные дефекты и неполное литье.
Растрескивание формы
Растрескивание почти всегда вызвано термическим шоком — слишком быстрым нагревом формы. Использование предварительно настроенной, проверенной программы с медленными, контролируемыми подъемами — лучший способ предотвратить этот катастрофический сбой.
Ложная экономия на скорости
Может возникнуть соблазн сократить цикл выжигания для экономии времени. Это ложная экономия. Одна неудачная отливка, особенно из драгоценных металлов, обойдется гораздо дороже впустую потраченного материала и труда, чем несколько часов, сэкономленных за счет ускорения выжигания.
Вентиляция и безопасность
Пары, образующиеся во время выжигания, опасны. Печь должна располагаться в хорошо вентилируемом помещении, предпочтительно под специальной вытяжкой. Это критически важное требование безопасности, а не необязательное дополнение.
Правильный выбор для вашего применения
Выбор печи полностью зависит от ваших конкретных материалов, масштаба и требований к точности.
- Если ваш основной фокус — это хобби или мелкосерийное ювелирное производство: Надежная настольная модель с многоступенчатым программируемым контроллером — ваша лучшая инвестиция. Сосредоточьтесь на вместимости, соответствующей вашему типичному размеру опоки.
- Если ваш основной фокус — это стоматологическая лаборатория: Выберите печь, специально разработанную для быстрого выжигания современных смол, напечатанных на 3D-принтере, которые часто требуют других графиков выжигания и лучшей вентиляции, чем традиционный воск.
- Если ваш основной фокус — это промышленное или крупномасштабное художественное литье: Ваши потребности будут указывать на более крупные, напольные модели с прочной конструкцией, усовершенствованными системами вентиляции (иногда включающими дожигатель для устранения паров) и высокоточными контроллерами.
В конечном итоге, печь для выжигания — это молчаливый партнер в создании идеальной отливки, обеспечивающий весь процесс благодаря точному и терпеливому контролю температуры во времени.
Сводная таблица:
| Этап выжигания | Диапазон температур | Ключевая функция |
|---|---|---|
| Депарафинизация | 150-300°C (300-575°F) | Расплавление и слив основной массы материала модели без растрескивания формы. |
| Испарение и удаление углерода | 730°C+ (1350°F+) | Сжигание остатков и выжигание углерода при правильном воздушном потоке. |
| Отверждение формы и предварительный нагрев | Поддержание пиковой температуры | Укрепление формы и предварительный нагрев для заливки расплавленного металла. |
Добейтесь безупречных отливок с помощью печи для выжигания, адаптированной к вашим потребностям. Независимо от того, занимаетесь ли вы ювелирным делом, работаете в стоматологических лабораториях или промышленном литье, прецизионные печи KINTEK обеспечивают контролируемый нагрев, равномерное распределение тепла и надежную вентиляцию для устранения дефектов формы и обеспечения успеха литья. Свяжитесь с нашими экспертами сегодня, чтобы найти идеальное решение для вашей лаборатории!
Визуальное руководство
Связанные товары
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Лабораторная научная электрическая конвекционная сушильная печь
Люди также спрашивают
- Какова роль муфельной печи в обжиге железорудных окатышей? Оптимизация минеральной фазы и прочности на сжатие
- Какие условия обеспечивает муфельная печь для хранения энергии в расплавленной соли? Экспертное моделирование для сред CSP
- Каковы основные компоненты высокотемпературной муфельной печи? Руководство по основным системам
- Почему отжиг в высокотемпературной муфельной печи имеет решающее значение для подготовки промежуточного слоя Sb-SnO2?
- Почему высокотемпературная муфельная печь незаменима для ZnO-WO3 и ZnO-BiOI? Оптимизация характеристик гетеропереходных катализаторов

