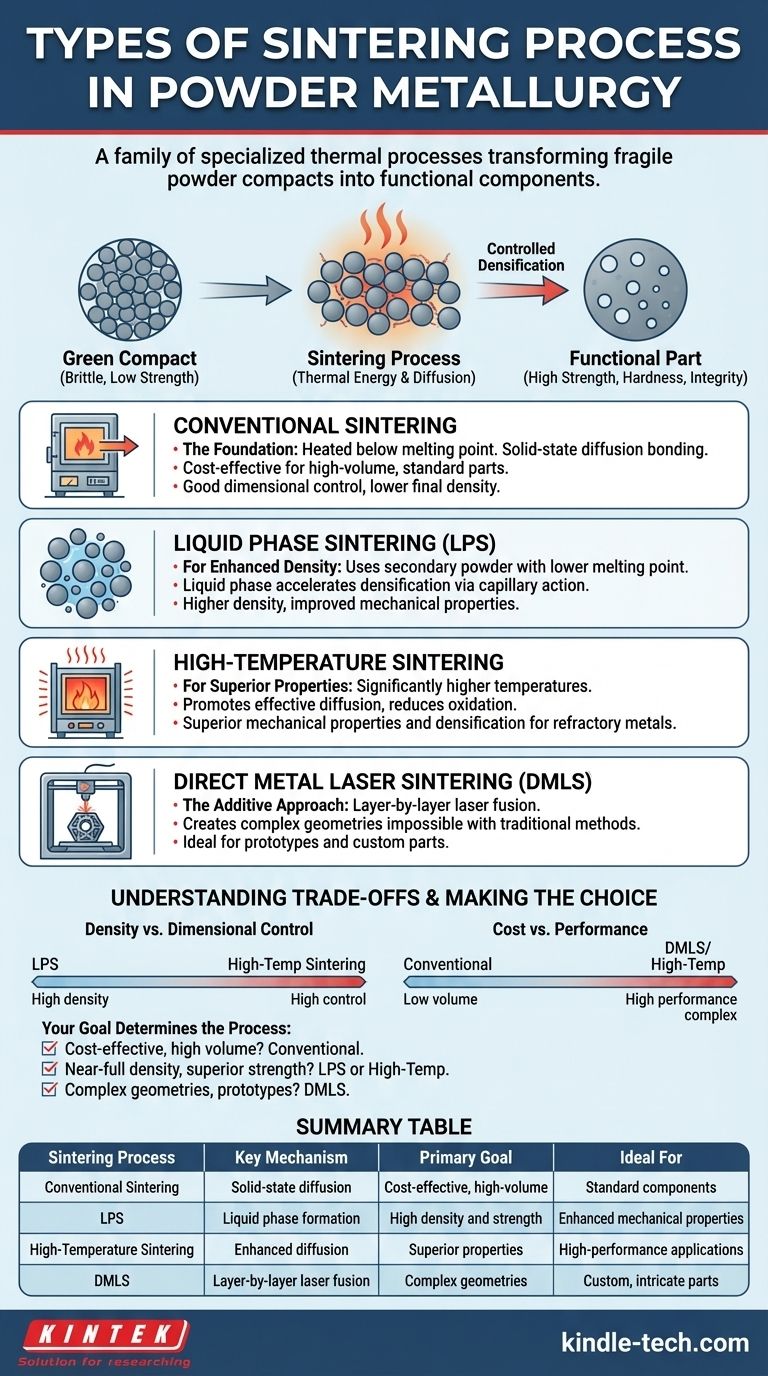
В порошковой металлургии спекание — это не один метод, а семейство специализированных термических процессов. Хотя все они включают нагрев спрессованного порошка для соединения его частиц ниже температуры плавления материала, конкретные методы значительно различаются в зависимости от желаемого результата. Основные типы включают традиционное твердофазное спекание, спекание в жидкой фазе (LPS) для повышения плотности, высокотемпературное спекание для превосходных характеристик и прямое лазерное спекание металлов (DMLS) для аддитивного производства.
Основной принцип заключается в том, что выбор метода спекания является стратегическим инженерным решением. Он напрямую определяет конечную плотность детали, механические свойства, точность размеров и стоимость, превращая хрупкий порошковый компакт в функциональный компонент.

Роль спекания в порошковой металлургии
Спекание — это критический этап, следующий за прессованием или компактированием металлического порошка. Изначально спрессованная деталь, известная как «зеленый компакт», хрупка и обладает очень низкой механической прочностью.
От «зеленого» компакта к функциональной детали
Зеленый компакт, по сути, представляет собой совокупность частиц порошка, удерживаемых вместе механическим зацеплением на этапе прессования. У него нет металлургических связей.
Спекание вводит тепловую энергию, которая активирует механизмы диффузии в точках контакта между частицами порошка. Этот процесс создает прочные металлургические связи, эффективно сплавляя частицы вместе и придавая компоненту прочность, твердость и структурную целостность.
Цель: контролируемое уплотнение
В процессе спекания поры (пористость) между частицами порошка уменьшаются, что приводит к усадке и уплотнению компонента. Степень уплотнения является ключевым показателем, контролируемым параметрами процесса спекания.
Объяснение основных типов спекания
Каждая технология спекания предлагает различный подход к достижению соединения частиц и уплотнения, адаптированный для конкретных материалов и применений.
Традиционное спекание: Основа
Это самый распространенный и традиционный метод. Зеленый компакт просто нагревают в печи с контролируемой атмосферой до температуры ниже точки плавления основного металла.
Связывание происходит полностью в твердом состоянии посредством диффузии. Это надежный и экономичный процесс для широкого спектра компонентов общего назначения.
Спекание в жидкой фазе (LPS): Для повышения плотности
При LPS небольшое количество вторичного порошка с более низкой температурой плавления смешивается с основным металлическим порошком. При нагревании этот вторичный компонент плавится, создавая жидкую фазу, которая смачивает твердые частицы.
Жидкость резко ускоряет уплотнение за счет капиллярного действия, притягивая твердые частицы друг к другу и обеспечивая быстрый путь для переноса материала. Это приводит к более высокой плотности и улучшенным механическим свойствам по сравнению с традиционным спеканием.
Высокотемпературное спекание: Для превосходных свойств
Как следует из названия, этот процесс использует значительно более высокие температуры, чем традиционное спекание, часто для материалов с чрезвычайно высокими температурами плавления, таких как тугоплавкие металлы или некоторые высокопрочные стали.
Более высокая тепловая энергия способствует более эффективной диффузии, уменьшает окисление поверхности и приводит к превосходным механическим свойствам и лучшему уплотнению. Однако это требует более продвинутой и дорогостоящей печной техники.
Прямое лазерное спекание металлов (DMLS): Аддитивный подход
DMLS — это тип аддитивного производства, или 3D-печати, и фундаментально отличается от других методов. Он не начинается с предварительно сформированного зеленого компакта.
Вместо этого мощный лазер избирательно спекает тонкие слои металлического порошка на строительной пластине, слой за слоем, для создания детали с нуля. Это позволяет создавать очень сложные геометрии, которые невозможно получить с помощью традиционного прессования и спекания.
Понимание компромиссов
Выбор процесса спекания включает в себя балансирование конкурирующих факторов. Ни один метод не является лучшим для всех применений.
Плотность против контроля размеров
Процессы, обеспечивающие высокую плотность, такие как LPS и высокотемпературное спекание, часто приводят к более значительному и иногда менее предсказуемому усадочному изменению размеров детали. Традиционное спекание обеспечивает лучший контроль размеров, но за счет более низкой конечной плотности и большего остаточного пористого пространства.
Стоимость против производительности
Традиционное спекание является наиболее экономичным процессом для крупносерийного производства. Высокотемпературное спекание увеличивает затраты из-за более высокого энергопотребления и необходимости в специализированных печах. DMLS является самым дорогим за деталь, но открывает беспрецедентную геометрическую свободу и идеально подходит для прототипирования и мелкосерийных, высокосложных компонентов.
Сложность процесса и ограничения материала
LPS требует тщательного контроля жидкой фазы, чтобы избежать деформации детали. DMLS — это сложный цифровой процесс, совместимый только с определенными, часто дорогими, распыленными металлическими порошками. Традиционное спекание является наиболее простым и универсальным для широкого спектра стандартных материалов порошковой металлургии.
Сделайте правильный выбор для вашей цели
Требования вашего применения определят оптимальный процесс спекания.
- Если ваш основной акцент — экономичное, крупносерийное производство стандартных деталей: Традиционное спекание является отраслевым стандартом и наиболее эффективным выбором.
- Если ваш основной акцент — достижение почти полной плотности и превосходной механической прочности: Требуются подходы с использованием спекания в жидкой фазе или высокотемпературного спекания.
- Если ваш основной акцент — создание сложных геометрий, индивидуальных деталей или быстрых прототипов: Прямое лазерное спекание металлов (DMLS) — единственный жизнеспособный вариант.
Понимание этих различных процессов позволяет вам выбрать точную термическую обработку, необходимую для превращения металлического порошка в высокопроизводительный компонент.
Сводная таблица:
| Процесс спекания | Ключевой механизм | Основная цель | Идеально подходит для |
|---|---|---|---|
| Традиционное спекание | Твердофазная диффузия | Экономичное, крупносерийное производство | Стандартные компоненты |
| Спекание в жидкой фазе (LPS) | Образование жидкой фазы | Высокая плотность и прочность | Улучшенные механические свойства |
| Высокотемпературное спекание | Усиленная диффузия | Превосходные свойства для тугоплавких металлов | Высокопроизводительные применения |
| Прямое лазерное спекание металлов (DMLS) | Послойное лазерное сплавление | Сложные геометрии и прототипы | Индивидуальные, замысловатые детали |
Готовы оптимизировать свой процесс порошковой металлургии?
В KINTEK мы специализируемся на предоставлении передового лабораторного оборудования и расходных материалов, адаптированных к вашим потребностям в спекании. Независимо от того, работаете ли вы с традиционными печами или изучаете аддитивное производство с помощью DMLS, наш опыт гарантирует, что вы достигнете точной плотности, прочности и точности размеров, которые требуются вашим компонентам.
Свяжитесь с нами сегодня, чтобы обсудить, как наши решения могут повысить эффективность и результаты вашей лаборатории. Свяжитесь с нами через нашу контактную форму и давайте вместе создавать высокопроизводительные детали!
Визуальное руководство
Связанные товары
- Печь для вакуумной термообработки и спекания с давлением воздуха 9 МПа
- Печь для искрового плазменного спекания SPS
- Печь для вакуумной термообработки и спекания молибденовой проволоки для вакуумного спекания
- Малая печь для вакуумной термообработки и спекания вольфрамовой проволоки
- Печь для спекания циркониевой керамики для зубопротезирования с вакуумным прессованием
Люди также спрашивают
- Каково влияние температуры спекания на размер зерна? Руководство по контролю микроструктуры
- В чем смысл спекания? Создание прочных, сложных деталей без плавления
- Как вакуумная среда влияет на спекание алмазно-медных композитов? Защита от термического повреждения
- Каковы альтернативные атмосферы чистому водороду для процессов спекания порошковой металлургии? Top Sintering Solutions
- Что такое вакуумная спекательная печь? Раскройте чистоту и производительность передовых материалов



















