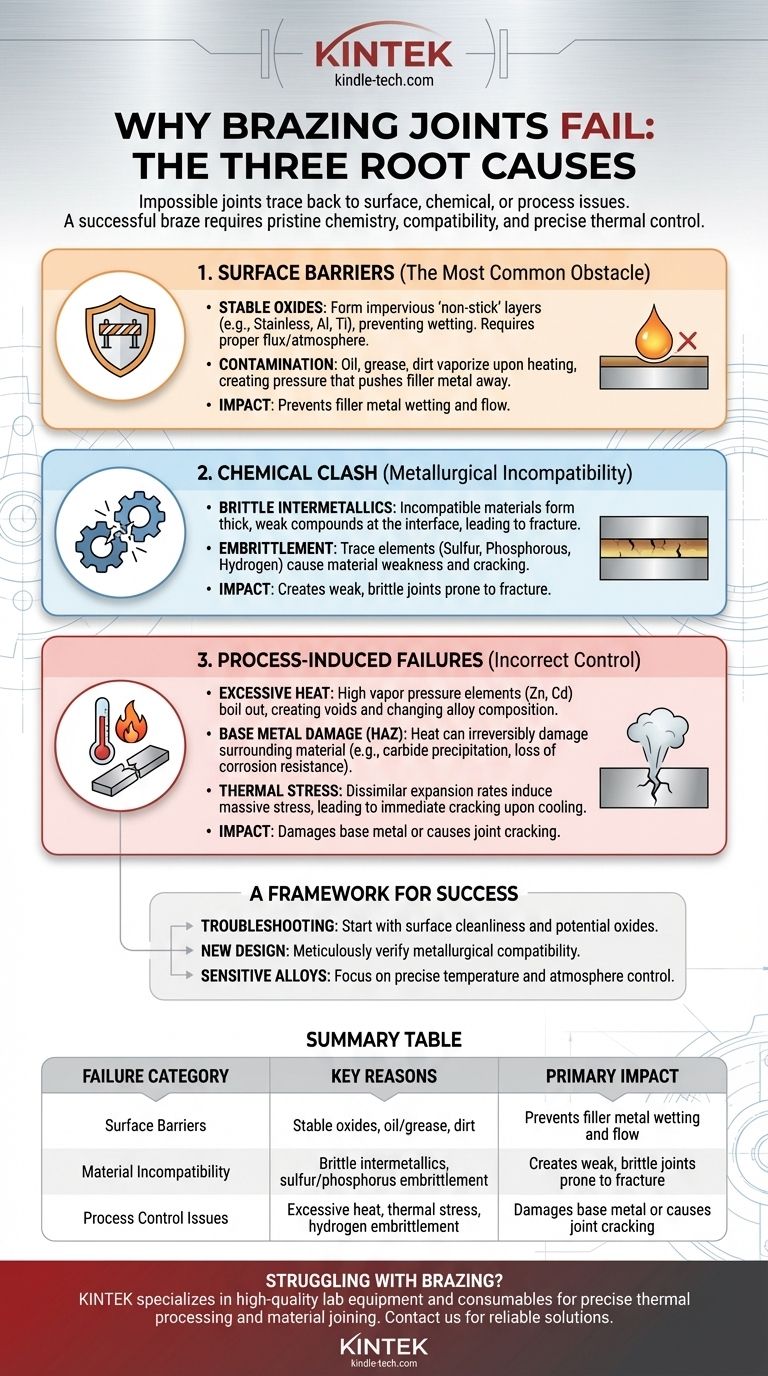
Когда невозможно сформировать паяное соединение, основная причина почти всегда сводится к одной из трех областей: загрязнение поверхности, химическая несовместимость между материалами или неправильный контроль процесса. Если расплавленный припой не может смачивать и течь в соединение посредством капиллярного действия, или если он реагирует с основным металлом, образуя хрупкое соединение, надежное соединение не может быть сделано.
Успешная пайка зависит от триады идеальных условий: безупречной химии поверхности, металлургической совместимости и точного теплового контроля. Отказ в любой из этих областей может сделать соединение невозможным для создания, не из-за одного недостатка, а потому, что были нарушены фундаментальные принципы адгезии и легирования.
Основное препятствие: поверхностные барьеры
Наиболее распространенная причина неудачной пайки — это неспособность припоя обеспечить плотный контакт с основными металлами. Это почти всегда проблема на уровне поверхности.
Проблема стабильных оксидов
Многие металлы, особенно нержавеющая сталь, алюминий и титан, мгновенно образуют тонкий, но очень стабильный и непроницаемый слой оксида на своей поверхности. Этот оксидный слой действует как антипригарное покрытие, препятствуя смачиванию поверхности расплавленным припоем и его растеканию в соединение. Для удаления этих оксидов во время нагрева требуется соответствующий флюс или контролируемая атмосфера.
Загрязнение и неправильная очистка
Помимо естественных оксидов, любое поверхностное загрязнение, такое как масло, смазка, грязь или даже следы от ручки, испарится во время нагрева. Это выделение газов создает давление, которое активно отталкивает припой от соединения, делая связь физически невозможной.
Когда основные и присадочные металлы химически конфликтуют
Даже при идеально чистой поверхности неправильное сочетание материалов может привести к тому, что соединение будет хрупким, слабым или просто не сформируется. Это более глубокие металлургические проблемы.
Разрушительное легирование и интерметаллиды
Пайка работает за счет легкого легирования припоя с основным металлом. Однако, если материалы несовместимы, они могут образовывать толстые, хрупкие интерметаллические соединения на границе раздела. Этот хрупкий слой легко разрушается при минимальном напряжении, нарушая целостность соединения.
Охрупчивание от микроэлементов
Некоторые элементы, даже в следовых количествах, могут быть катастрофическими. Сернистое охрупчивание может произойти при пайке никелевых сплавов, загрязненных соединениями, содержащими серу. Аналогично, фосфорное охрупчивание может ослабить некоторые стальные и никелевые сплавы, если неправильно используется припой, содержащий фосфор.
Проблема водорода
Водородное охрупчивание представляет собой значительный риск для высокопрочных сталей. При температурах пайки водород (из атмосферы или флюса) может поглощаться металлом, что приводит к его чрезвычайной хрупкости и склонности к растрескиванию после охлаждения.
Понимание компромиссов: сбои, вызванные процессом
Сам процесс пайки — в частности, то, как применяется и контролируется тепло — может создавать условия, которые делают надежное соединение невозможным.
Чрезмерный нагрев и высокое давление пара
Некоторые припои содержат элементы с низкими температурами кипения, такие как цинк и кадмий. Если соединение перегревается, эти элементы могут выкипеть из припоя. Это не только создает пустоты в соединении, но и фундаментально изменяет химический состав и характеристики оставшегося припоя. Этот эффект обусловлен давлением пара материала.
Повреждение основного металла (зона термического влияния)
Тепло, необходимое для пайки, может необратимо повредить основной металл в области вокруг соединения, известной как зона термического влияния (ЗТВ). Например, в некоторых нержавеющих сталях нагрев может вызвать выделение карбидов, что снижает коррозионную стойкость материала и может сделать его хрупким.
Термическое напряжение и растрескивание
При соединении разнородных металлов их различные скорости термического расширения могут вызывать огромное напряжение в соединении по мере его охлаждения. Если это напряжение превышает прочность основного или присадочного металла при данной температуре, это может привести к немедленному стрессовому растрескиванию, разрывая соединение еще до его завершения.
Основы успешной пайки
Чтобы избежать этих сбоев, ваш подход должен быть проактивным, сосредоточенным на выборе материалов и контроле процесса с самого начала.
- Если вы устраняете неисправность в неудачном соединении: Начните с изучения чистоты поверхности и потенциала стабильных оксидов, поскольку это наиболее частые и фундаментальные барьеры.
- Если вы разрабатываете новое приложение: Тщательно проверьте металлургическую совместимость между вашими основными металлами и предлагаемым припоем, чтобы предотвратить образование хрупких интерметаллидов.
- Если вы работаете с чувствительными или высокопрочными сплавами: Ваше основное внимание должно быть сосредоточено на точном контроле температуры и атмосферы, чтобы предотвратить повреждение основного металла и избежать охрупчивания.
Понимая эти основные принципы, вы можете превратить пайку из сложного процесса в предсказуемую и очень надежную технологию соединения.
Сводная таблица:
| Категория отказа | Основные причины | Основное воздействие |
|---|---|---|
| Поверхностные барьеры | Стабильные оксиды, масло/смазка, грязь | Препятствует смачиванию и растеканию припоя |
| Несовместимость материалов | Хрупкие интерметаллиды, сернистое/фосфорное охрупчивание | Создает слабые, хрупкие соединения, склонные к разрушению |
| Проблемы контроля процесса | Чрезмерный нагрев, термическое напряжение, водородное охрупчивание | Повреждает основной металл или вызывает растрескивание соединения |
Испытываете трудности с ненадежными паяными соединениями? KINTEK специализируется на предоставлении высококачественного лабораторного оборудования и расходных материалов, необходимых для точной термической обработки и соединения материалов. Наш опыт гарантирует, что у вас есть правильные инструменты для достижения чистых поверхностей, контролируемой атмосферы и идеальных температур для успешной пайки каждый раз. Свяжитесь с нами сегодня (#ContactForm), чтобы обсудить, как мы можем поддержать конкретные потребности вашей лаборатории и повысить надежность вашего процесса соединения.
Визуальное руководство