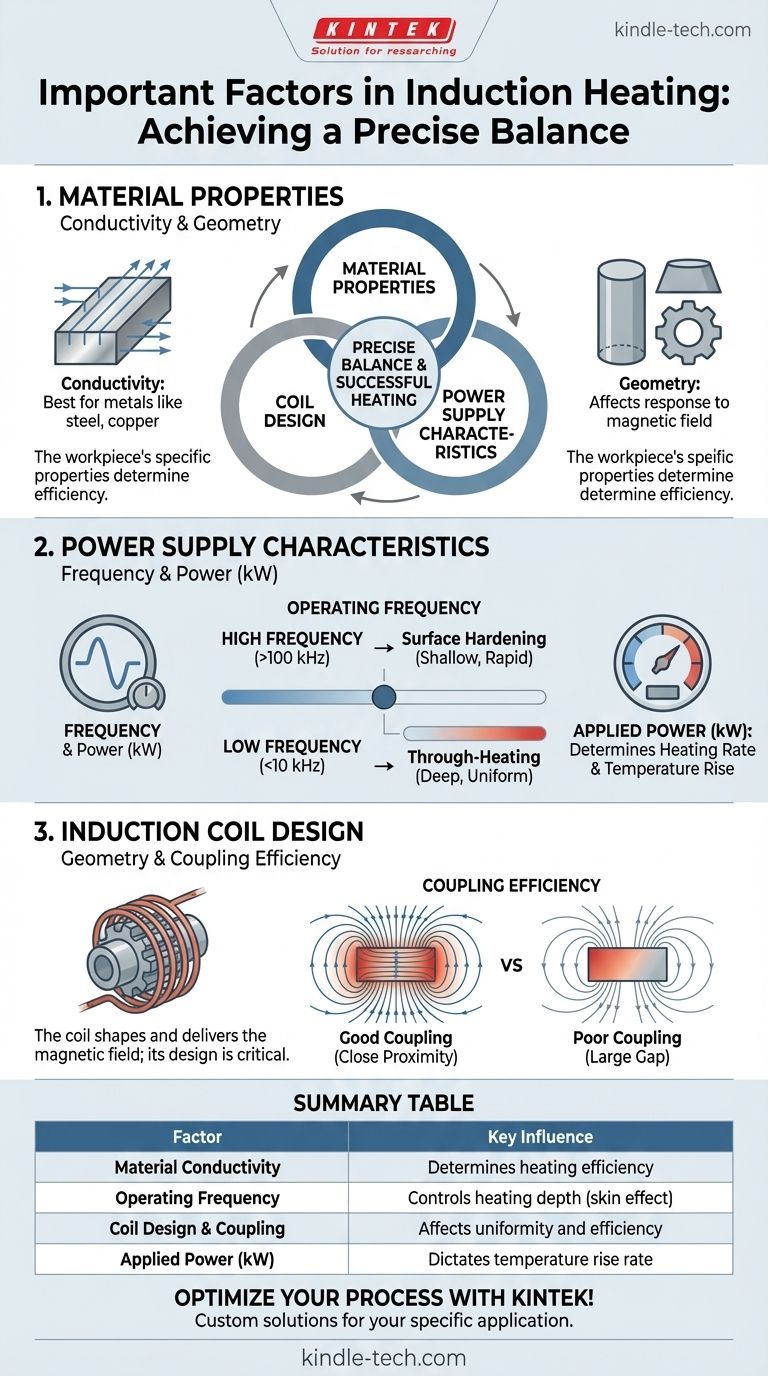
По сути, успешный индукционный нагрев зависит от точного баланса трех основных областей: свойств нагреваемого материала, конструкции индукционной катушки и характеристик источника питания. Ключевые факторы включают материал вашей детали, требуемую глубину нагрева, рабочую частоту, подводимую мощность, конструкцию катушки и расстояние связи между катушкой и деталью.
Эффективность системы индукционного нагрева определяется не одним фактором, а стратегическим взаимодействием между заготовкой, индукционной катушкой и источником питания. Понимание того, как эти элементы взаимодействуют, является ключом к достижению быстрого, контролируемого и эффективного процесса нагрева.

Основной принцип: как работает индукционный нагрев
Индукционный нагрев — это бесконтактный процесс, который использует электромагнитные принципы для генерации тепла непосредственно внутри проводящего материала. Этот метод внутреннего нагрева делает его таким быстрым и чистым.
Электромагнитная индукция
Система индукционного нагрева использует источник питания для подачи сильного переменного тока через медную катушку, часто называемую индуктором. Этот ток создает мощное и быстро меняющееся магнитное поле вокруг катушки.
Эффект Джоуля
Когда проводящая деталь (заготовка) помещается в это магнитное поле, поле индуцирует циркулирующие электрические токи внутри детали. Это известные как вихревые токи. Естественное сопротивление материала току этих токов генерирует интенсивное, локализованное тепло — явление, называемое эффектом Джоуля.
Ключевые факторы, влияющие на ваш процесс нагрева
Оптимизация вашего процесса требует четкого понимания нескольких взаимосвязанных переменных. Правильный выбор одного фактора напрямую повлияет на требования к другим.
Материал заготовки
Электропроводность вашего материала является наиболее фундаментальным фактором. Индукционный нагрев наиболее эффективен для проводящих металлов, таких как сталь, медь и алюминий. Конкретные свойства металла определяют, насколько эффективно он будет реагировать на магнитное поле.
Глубина нагрева и рабочая частота
Рабочая частота источника питания является самой важной переменной для контроля глубины проникновения тепла в деталь. Это известно как скин-эффект.
Высокая частота (например, >100 кГц) концентрирует вихревые токи близко к поверхности, что приводит к неглубокому, быстрому нагреву. Это идеально подходит для таких применений, как поверхностная закалка.
Низкая частота (например, <10 кГц) позволяет магнитному полю проникать глубже в деталь, генерируя тепло более равномерно по всему ее сечению. Это используется для сквозного нагрева, такого как ковка или отжиг.
Подводимая мощность и повышение температуры
Мощность источника, измеряемая в киловаттах (кВт), определяет скорость нагрева. Большая мощность означает, что в секунду в заготовку подается больше энергии, что приводит к более быстрому повышению температуры. Требуемая мощность рассчитывается на основе массы детали, свойств материала и желаемого времени достижения целевой температуры.
Критическая роль индукционной катушки
Индукционная катушка — это «инструмент», который формирует и передает магнитное поле заготовке. Ее конструкция часто является наиболее настраиваемым компонентом системы и оказывает огромное влияние на конечный результат.
Конструкция и геометрия катушки
Катушка должна быть спроектирована так, чтобы соответствовать геометрии нагреваемой детали. Простая соленоидальная катушка подходит для цилиндрических деталей, но сложные формы требуют индивидуально спроектированных катушек, чтобы обеспечить равномерное воздействие магнитного поля на нужные участки.
Эффективность связи (Coupling)
Связь (Coupling) относится к близости катушки к заготовке. Меньший зазор между катушкой и деталью приводит к более сильной передаче магнитного поля и более эффективному нагреву. Плохая связь приводит к потере энергии и менее точному и медленному нагреву.
Понимание компромиссов и ограничений системы
Хотя индукционный нагрев является мощным, он не является универсальным решением. Его эффективность полностью зависит от хорошо спроектированной системы, в которой каждый компонент работает согласованно.
Эффективность не гарантирована
Высокая эффективность является основным преимуществом индукционного нагрева, но она зависит от правильного согласования частоты источника питания, конструкции катушки и расстояния связи с материалом и геометрией детали. Несоответствие в любой из этих областей резко снизит общую эффективность.
Вспомогательные системы и занимаемое пространство
Полная индукционная система включает в себя не только источник питания и катушку. Почти всегда требуется чиллер (охладитель) для охлаждения медной катушки, которая может сильно нагреваться. Физическое пространство, необходимое для источника питания, чиллера и рабочей станции, должно учитываться при планировании вашего объекта.
Согласование системы с вашим применением
Ваша конкретная цель нагрева является конечным руководством для выбора и настройки вашей системы. Учитывайте основной результат, которого вам необходимо достичь.
- Если ваш основной фокус — поверхностная закалка: Вам потребуется высокочастотный источник питания и точно спроектированная катушка, которая поддерживает близкое, постоянное расстояние связи с поверхностью детали.
- Если ваш основной фокус — сквозной нагрев для ковки или отжига: Вам следует выбрать систему с более низкой частотой и высокой мощностью, чтобы обеспечить глубокое проникновение тепла в сердцевину материала.
- Если ваш основной фокус — нагрев сложных форм или определенных зон: Успех почти полностью зависит от индивидуально спроектированной катушки, предназначенной для отражения геометрии детали и направления магнитного поля только туда, где это необходимо.
В конечном счете, овладение индукционным нагревом заключается в управлении потоком энергии путем согласования физики процесса с целями вашего применения.
Сводная таблица:
| Фактор | Ключевое влияние | Пример применения |
|---|---|---|
| Проводимость материала | Определяет эффективность нагрева | Лучше всего подходит для проводящих металлов, таких как сталь, медь |
| Рабочая частота | Контролирует глубину нагрева (скин-эффект) | Высокая частота для поверхностной закалки |
| Конструкция катушки и связь | Влияет на равномерность и эффективность нагрева | Индивидуальные катушки для сложных геометрий деталей |
| Подводимая мощность (кВт) | Определяет скорость повышения температуры | Высокая мощность для быстрого сквозного нагрева |
Оптимизируйте свой процесс индукционного нагрева с KINTEK!
Выбор правильного оборудования имеет решающее значение для достижения быстрого, контролируемого и эффективного нагрева. KINTEK специализируется на высокопроизводительном лабораторном оборудовании, включая системы индукционного нагрева, адаптированные к вашим конкретным потребностям в материалах и применении — от поверхностной закалки до сквозного нагрева.
Наши эксперты могут помочь вам выбрать идеальный источник питания, спроектировать индивидуальную катушку для оптимальной связи и обеспечить работу всей вашей системы с максимальной эффективностью.
Готовы расширить возможности своей лаборатории? Свяжитесь с нашей командой сегодня, чтобы обсудить ваш проект и открыть для себя разницу KINTEK.
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Нагревательные элементы из карбида кремния (SiC) для электрических печей
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Настраиваемые реакторы высокого давления для передовых научных и промышленных применений
- Двухплитная нагревательная пресс-форма для лаборатории
Люди также спрашивают
- От чего зависит прочность соединения при пайке твердым припоем? Освойте 3 ключа к прочному соединению
- Каков эффект увеличения давления во время спекания? Достижение максимальной плотности и превосходных характеристик
- Как работает горячее прессование? Достижение максимальной плотности для передовых материалов
- Что такое вакуумное горячее прессование? Достижение максимальной плотности и чистоты в современных материалах
- Пайка или сварка: что дешевле? Подробный анализ затрат для вашего проекта



















