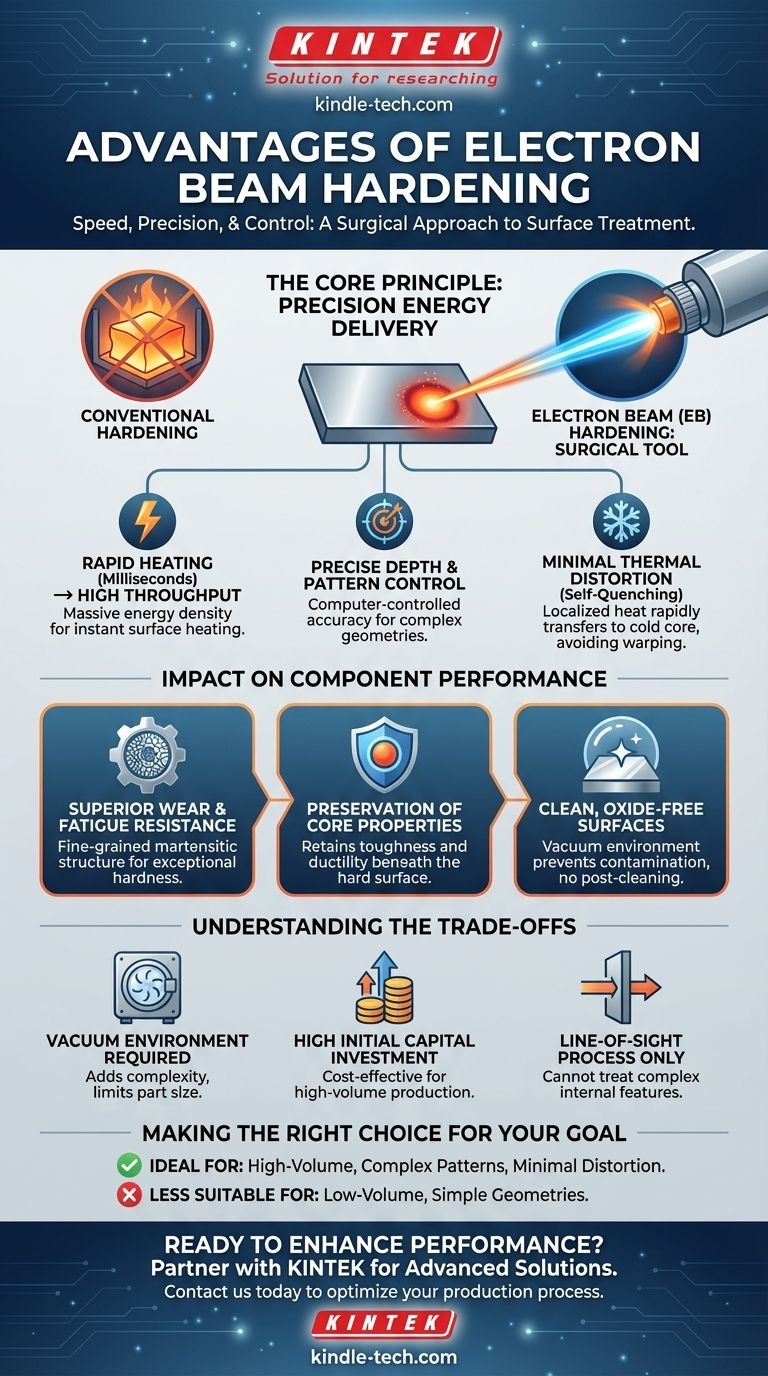
По сути, закалка электронным лучом предлагает значительные преимущества в скорости, точности и контроле по сравнению с традиционными методами. Она использует сфокусированный пучок электронов для быстрого нагрева определенной области поверхности, которая затем быстро охлаждается (или «самозакаливается») за счет передачи тепла холодному основному материалу под ней. Этот процесс создает очень твердый поверхностный слой с минимальной деформацией детали в целом.
В то время как традиционная закалка часто включает нагрев всего компонента, что приводит к возможному короблению и дорогостоящей доработке, закалка электронным лучом действует как хирургический инструмент. Она доставляет точную энергию именно туда, где это необходимо, сохраняя основные свойства и целостность размеров детали.

Основной принцип: точная подача энергии
Стратегическое преимущество закалки электронным лучом (ЭБ) заключается в ее способности обрабатывать поверхность материала, не затрагивая основную часть компонента. Это достигается за счет уникальной физики процесса.
Высокая плотность энергии и скорость
Электронный луч концентрирует огромное количество энергии в крошечном пятне. Это позволяет температуре поверхности подняться до необходимого для закалки уровня за миллисекунды.
Этот быстрый цикл нагрева делает закалку ЭБ одним из самых быстрых доступных процессов поверхностной обработки, обеспечивая высокую производительность в условиях массового производства.
Точный контроль глубины и площади
Глубина закалки является прямой функцией мощности луча и скорости перемещения, обе из которых находятся под точным компьютерным управлением. Это позволяет с чрезвычайной точностью контролировать глубину закалки.
Кроме того, луч можно направлять по сложным траекториям, гарантируя, что обрабатываются только те функциональные поверхности, которые требуют высокой твердости и износостойкости.
Минимальная термическая деформация
Поскольку нагрев очень быстрый и локализованный, большая часть компонента остается холодной. Тепло от поверхности быстро отводится в эту холодную массу, вызывая эффект «самозакаливания».
Этот процесс позволяет избежать крупномасштабных циклов нагрева и охлаждения, характерных для печной или индукционной закалки, которые являются основной причиной деформации деталей, короблению и изменения размеров.
Влияние на характеристики компонента
Эти технологические преимущества напрямую приводят к получению более качественного и надежного конечного продукта.
Превосходная стойкость к износу и усталости
Чрезвычайно высокие скорости охлаждения, возможные при закалке ЭБ, могут привести к образованию очень мелкозернистой мартенситной микроструктуры. Эта мелкая структура обеспечивает исключительную твердость и превосходную стойкость к истиранию и контактной усталости.
Сохранение основных свойств
Поскольку изменяется только поверхность, ядро компонента сохраняет свои первоначальные свойства, такие как прочность и пластичность. Это создает деталь с идеальным сочетанием твердой, износостойкой поверхности и прочного, устойчивого к разрушению сердечника.
Чистые, безокисные поверхности
Закалка электронным лучом обычно проводится в вакууме. Эта среда предотвращает окисление и другое поверхностное загрязнение в процессе нагрева, в результате чего получается чистая поверхность, которая часто не требует последующей очистки.
Понимание компромиссов и ограничений
Ни один процесс не идеален. Чтобы принять обоснованное решение, вы должны понимать конкретные ограничения закалки электронным лучом.
Требование вакуумной среды
Процесс должен проводиться в вакуумной камере, чтобы предотвратить рассеивание электронного луча молекулами воздуха. Это увеличивает сложность оборудования и может ограничить размер обрабатываемых деталей.
Высокие первоначальные капиталовложения
Системы электронного луча являются сложными и представляют собой значительные капитальные затраты по сравнению с более традиционным оборудованием для термообработки. Процесс наиболее рентабелен при крупносерийном производстве, когда затраты могут быть амортизированы на большое количество деталей.
Процесс с прямой видимостью
Электронный луч движется по прямой линии. Следовательно, он может закаливать только те поверхности, которые находятся в пределах его прямой видимости, что делает его непригодным для обработки сложных внутренних элементов или скрытых поверхностей.
Выбор правильного решения для вашей цели
Выбор правильного процесса закалки полностью зависит от конкретных приоритетов вашего проекта, от геометрии детали до объема производства.
- Если ваш основной акцент делается на крупносерийном производстве и минимальной деформации: Закалка электронным лучом — исключительный выбор благодаря своей скорости, повторяемости и низкому термическому воздействию.
- Если ваш основной акцент делается на закалке определенных сложных узоров на деталях, склонных к деформации: Точность и контроль системы ЭБ, вероятно, превосходят любую альтернативу объемному нагреву.
- Если ваш основной акцент делается на мелкосерийном производстве или обработке простых геометрических форм: Высокая капитальная стоимость ЭБ может быть непомерной, и более экономичными могут оказаться традиционные методы, такие как индукционная или газовая закалка.
В конечном счете, выбор закалки электронным лучом — это стратегическое решение в пользу приоритета точности и металлургического качества над первоначальной стоимостью оборудования.
Сводная таблица:
| Преимущество | Описание |
|---|---|
| Скорость и пропускная способность | Миллисекундные циклы нагрева обеспечивают крупносерийное производство. |
| Точный контроль | Управляемая компьютером глубина и рисунок закалки для сложных геометрий. |
| Минимальная деформация | Локализованный нагрев и самозакаливание сохраняют размеры детали. |
| Превосходная твердость | Мелкозернистая мартенситная микроструктура для исключительной износостойкости. |
| Чистый процесс | Вакуумная среда предотвращает окисление, исключая последующую очистку. |
Готовы улучшить характеристики ваших компонентов с помощью прецизионной закалки?
В KINTEK мы специализируемся на предоставлении современного лабораторного оборудования и расходных материалов, адаптированных к потребностям вашей лаборатории. Наш опыт в технологии электронного луча может помочь вам достичь превосходной поверхностной закалки с минимальными деформациями и максимальной эффективностью.
Свяжитесь с нами сегодня, чтобы обсудить, как наши решения могут оптимизировать ваш производственный процесс и обеспечить металлургическое качество, требуемое вашими проектами.
Визуальное руководство
Связанные товары
- Тигли из вольфрама и молибдена для нанесения покрытий методом электронно-лучевого испарения для высокотемпературных применений
- Тигли для электронно-лучевого испарения, тигли для электронных пушек для испарения
- Тигель из бескислородной меди для нанесения покрытий методом электронно-лучевого испарения и испарительная лодочка
- Напыление методом электронно-лучевого испарения Золотое покрытие Вольфрамовый молибденовый тигель для испарения
- Тигель из проводящего нитрида бора для нанесения покрытий методом электронно-лучевого испарения, тигель из BN
Люди также спрашивают
- Как называется контейнер, в котором находится металлический исходный материал при электронно-лучевом испарении? Обеспечьте чистоту и качество при осаждении тонких пленок
- Каково напряжение электронно-лучевого испарения? Достижение точного осаждения тонких пленок
- Каковы области применения электронно-лучевого напыления? Получение высокочистых покрытий для оптики и электроники
- Какие материалы используются при электронно-лучевом испарении? Освойте осаждение высокочистых тонких пленок
- Что такое процесс электронно-лучевого напыления? Получите высокочистые, точные тонкие пленки для вашей лаборатории





