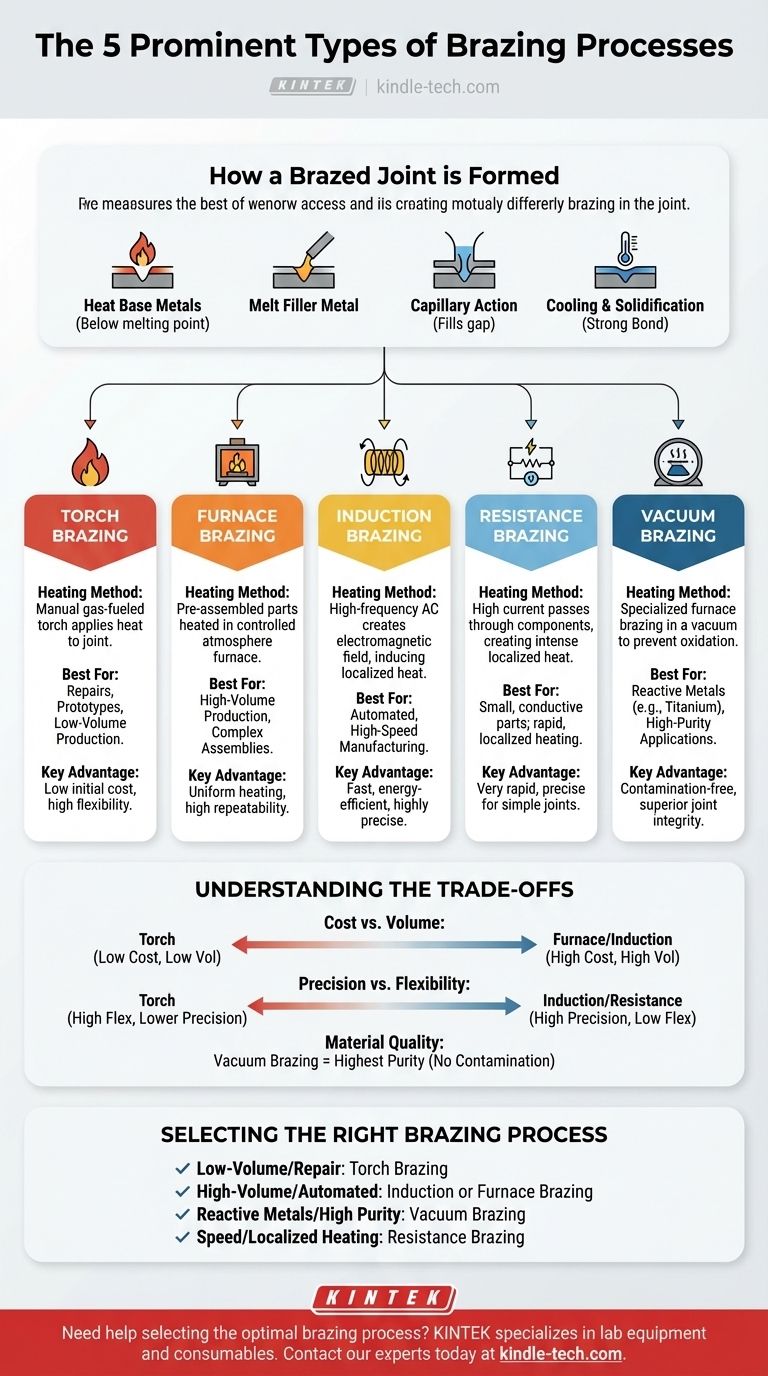
Хотя существует более пяти распространенных методов, пять наиболее заметных типов пайки определяются методом нагрева: пайка газовой горелкой, печная пайка, индукционная пайка, пайка сопротивлением и вакуумная пайка. Каждая техника использует тепло для расплавления припоя в соединении, но способ генерации и приложения тепла определяет пригодность процесса для различных материалов, объемов производства и требований к качеству.
«Лучшего» процесса пайки не существует в изоляции. Оптимальный выбор всегда является функцией сопоставления метода нагрева с конкретными требованиями вашего применения, балансируя такие факторы, как объем производства, чувствительность материала, сложность соединения и стоимость.

Как формируется паяное соединение
Прежде чем сравнивать методы, крайне важно понять основной принцип, который их объединяет. Пайка соединяет материалы без их расплавления.
Роль тепла и присадочного металла
Вся пайка включает нагрев основных металлов до температуры, которая ниже их точки плавления, но выше точки плавления разнородного присадочного металла.
Когда присадочный металл плавится, он втягивается в плотный зазор между основными материалами явлением, называемым капиллярным действием, создавая прочное металлургическое соединение по мере его охлаждения и затвердевания.
Критическое температурное окно
Процесс происходит в точном температурном диапазоне. Например, при пайке алюминия флюс может плавиться при температуре около 565°C для очистки поверхности, а присадочный металл плавится и течет чуть выше этой температуры, около 577°C.
Этот принцип верен для всех видов пайки: цель состоит в том, чтобы быть достаточно горячим для расплавления припоя, но достаточно холодным для сохранения целостности соединяемых деталей. Ключевое различие между типами пайки заключается в способе подачи этого тепла.
Основные процессы пайки (методы нагрева)
Каждый процесс предлагает свой подход к подаче тепла, что делает каждый из них подходящим для разных сценариев.
Пайка газовой горелкой
Это самый распространенный и универсальный метод, часто выполняемый вручную с помощью газовой горелки. Оператор нагревает основные металлы, а затем вводит присадочный металл в соединение.
Он очень гибок, требует низких первоначальных инвестиций и идеально подходит для ремонта, прототипов и мелкосерийного производства.
Печная пайка
В этом процессе детали предварительно собираются с присадочным металлом, расположенным в соединении. Затем вся сборка помещается в печь и нагревается в контролируемой атмосфере.
Этот метод отлично подходит для крупносерийного производства и сложных сборок с несколькими соединениями, так как обеспечивает равномерный нагрев и высокую повторяемость.
Индукционная пайка
Индукционная пайка использует высокочастотный переменный ток, проходящий через катушку, для создания электромагнитного поля. Это поле индуцирует электрический ток в деталях, быстро генерируя локализованное тепло точно в области соединения.
Этот процесс чрезвычайно быстр, энергоэффективен и очень управляем, что делает его идеальным для автоматизированных, высокоскоростных производственных линий.
Пайка сопротивлением
Этот метод использует сами компоненты как часть электрической цепи. Через детали пропускается сильный ток, и сопротивление этому току генерирует интенсивное, локализованное тепло в соединении.
Это очень быстрый процесс, хорошо подходящий для соединения небольших, электропроводящих компонентов, где тепло должно быть приложено быстро и точно.
Вакуумная пайка
Специализированная форма печной пайки, этот процесс происходит внутри вакуумной камеры. Удаление атмосферы предотвращает образование оксидов на металлических поверхностях.
Это критически важно для соединения реактивных материалов, таких как титан и алюминий, или для высокочистых применений в аэрокосмической и медицинской промышленности, где целостность соединения не может быть нарушена.
Понимание компромиссов
Выбор процесса пайки включает балансирование конкурирующих приоритетов. Ни один метод не является превосходящим во всех ситуациях.
Стоимость против объема
Пайка газовой горелкой имеет самую низкую первоначальную стоимость, но самую высокую стоимость труда на единицу продукции, что делает ее неприемлемой для больших объемов.
Напротив, печная и индукционная пайка требуют значительных капитальных вложений в оборудование, но предлагают очень низкую стоимость на единицу продукции при крупносерийном производстве благодаря автоматизации и эффективности.
Точность против гибкости
Ручная пайка газовой горелкой предлагает максимальную гибкость, но сильно зависит от навыков оператора для обеспечения точности и согласованности.
Индукционная пайка и пайка сопротивлением обеспечивают исключительную точность и повторяемость, но оборудование специализировано для конкретной геометрии соединения и менее гибко для разнообразных задач.
Материал и качество соединения
Для стандартных металлов, таких как сталь или медь, в некритических применениях большинство методов работают хорошо. Однако для реактивных металлов или применений, требующих нулевого загрязнения, выбор сужается.
Вакуумная пайка часто является единственным вариантом для достижения максимально возможной чистоты и прочности соединения, поскольку она исключает риск атмосферного загрязнения, которое может ослабить связь.
Выбор правильного процесса пайки
Ваш выбор полностью зависит от ограничений и целей вашего проекта.
- Если ваш основной акцент — мелкосерийное производство или ремонт: Пайка газовой горелкой — наиболее практичный и экономически эффективный выбор.
- Если ваш основной акцент — крупносерийное, автоматизированное производство: Индукционная или печная пайка предлагает лучшую повторяемость и эффективность.
- Если ваш основной акцент — соединение реактивных металлов или достижение высочайшей чистоты соединения: Вакуумная пайка является безальтернативной для получения превосходных, свободных от загрязнений результатов.
- Если ваш основной акцент — скорость и локализованный нагрев простых соединений: Пайка сопротивлением обеспечивает быстрое и целенаправленное решение для проводящих деталей.
Понимание этих методов нагрева позволяет вам выбрать процесс, который обеспечивает требуемое качество, скорость и экономическую эффективность для вашего конкретного применения.
Сводная таблица:
| Процесс пайки | Лучше всего подходит для | Ключевое преимущество |
|---|---|---|
| Пайка газовой горелкой | Ремонт, прототипы, малый объем | Низкие первоначальные затраты, высокая гибкость |
| Печная пайка | Крупносерийное производство, сложные сборки | Равномерный нагрев, высокая повторяемость |
| Индукционная пайка | Автоматизированное, высокоскоростное производство | Быстро, энергоэффективно, точно |
| Пайка сопротивлением | Малые, проводящие детали | Быстрый, локализованный нагрев |
| Вакуумная пайка | Реактивные металлы, высокочистые применения | Без загрязнений, превосходная целостность соединения |
Нужна помощь в выборе оптимального процесса пайки для вашей лаборатории или производственной линии? KINTEK специализируется на лабораторном оборудовании и расходных материалах, удовлетворяя все ваши потребности в пайке и термической обработке. Наши эксперты помогут вам подобрать правильный метод нагрева для ваших материалов, объема и требований к качеству. Свяжитесь с нами сегодня, чтобы обсудить ваше применение и узнать, как наши решения могут повысить эффективность вашего процесса и качество соединений.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Графитировочная печь сверхвысоких температур в вакууме
- Вертикальная высокотемпературная вакуумная графитизационная печь
- Печь для вакуумной термообработки и спекания под давлением для высокотемпературных применений
Люди также спрашивают
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки



















