Улучшение пайки сводится к контролю нескольких ключевых переменных. Хотя основные параметры температуры и времени выдержки критически важны, они являются лишь частью уравнения. Чтобы по-настоящему освоить пайку, вы также должны довести до совершенства подготовку соединения, включая чистоту и зазор, и стратегически применять нагрев, чтобы капиллярное действие сделало свою работу.
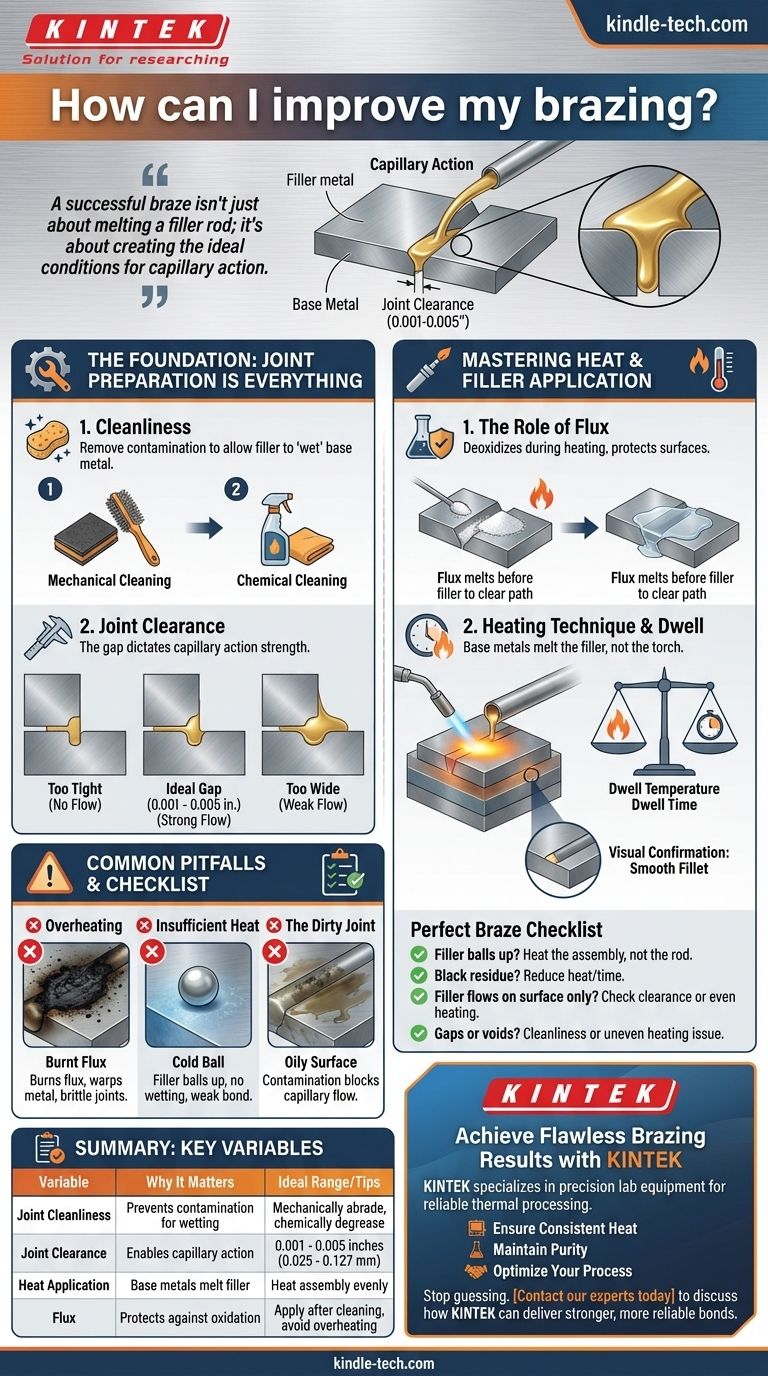
Успешная пайка — это не просто расплавление присадочного прутка; это создание идеальных условий для капиллярного действия. Это означает, что соединение должно быть безупречно чистым, иметь правильный зазор и равномерно нагреваться, чтобы расплавленный припой втягивался в соединение, образуя полное и прочное соединение.

Основа: Почему подготовка соединения — это всё
Многие сбои при пайке объясняются плохой подготовкой задолго до того, как зажигается горелка. Если припою некуда идти или его путь заблокирован, никакое количество тепла не исправит соединение.
Критическая роль чистоты
Главный враг хорошей пайки — это загрязнение. Оксиды, масла и грязь создают барьер, который препятствует «смачиванию» припоем поверхностей основного металла и его соединению с ними.
Очистка — это двухэтапный процесс. Первый — механическая очистка (с использованием абразивной ткани, проволочной щетки или напильника) для удаления тяжелых оксидов и создания свежей поверхности. За этим следует химическая очистка (с использованием обезжиривателя) для удаления любых масел или смазок.
Понимание зазора соединения (щели)
Пайка основана на капиллярном действии — силе, которая втягивает жидкость в узкое пространство. Зазор между двумя соединяемыми деталями — зазор соединения — является одним из наиболее критических факторов.
Если зазор слишком мал, припою некуда будет течь. Если зазор слишком велик, капиллярное действие будет слишком слабым, чтобы втянуть припой и полностью заполнить соединение.
Для большинства распространенных припоев идеальный зазор составляет от 0,001 до 0,005 дюйма (0,025 - 0,127 мм). Этот узкий зазор создает сильное капиллярное притяжение, необходимое для успешного соединения.
Назначение флюса
Флюс — это химическое вещество, которое действует как раскислитель во время процесса нагрева. Даже после очистки деталей их нагрев приведет к мгновенному образованию новых оксидов.
Флюс плавится раньше припоя, растекаясь по области соединения. Он растворяет любые вновь образовавшиеся оксиды и защищает поверхности от дальнейшего окисления, расчищая путь для свободного течения припоя. Помните, флюс помогает очистке; он не заменяет ее.
Освоение нагрева и нанесения припоя
При чистом, правильно зазоренном соединении ваше внимание переключается на контроль нагрева. Цель состоит в том, чтобы основные металлы, а не пламя горелки, расплавили припой.
Принцип "температуры и времени выдержки"
Температура выдержки — это точка, при которой основные металлы достаточно горячи, чтобы расплавить припой при контакте. Время выдержки — это то, как долго вы поддерживаете этот нагрев, чтобы припой мог течь и полностью заполнить соединение.
Это тонкий баланс. Слишком мало тепла — и припой не потечет. Слишком много тепла в течение слишком долгого времени — и вы рискуете повредить детали или сжечь флюс.
Техника нагрева: Сначала основные металлы
Распространенная ошибка — нагревать присадочный пруток непосредственно горелкой. Это расплавит припой, но он, скорее всего, просто стечет на холодную поверхность основного металла, не образуя соединения.
Правильный метод — равномерно нагревать основные металлы. Сосредоточьте горелку на сборке, особенно на более толстой или массивной части, пока она не достигнет температуры пайки. Затем просто прикоснитесь присадочным прутком к горячему соединению. Тепло основных металлов должно мгновенно расплавить его, втягивая в зазор за счет капиллярного действия.
Наблюдение за течением
По мере плавления припоя вы должны увидеть, как он быстро исчезает в соединении. Правильно нагретое и подготовленное соединение втянет припой на другую сторону, часто образуя небольшой, аккуратный галтель. Это визуальное подтверждение успешной пайки.
Понимание распространенных ловушек и сбоев
Диагностика неудачной пайки почти всегда приводит к фундаментальному принципу, который был упущен.
Перегрев: Тихий убийца
Применение слишком большого количества тепла так же плохо, как и слишком малого. Перегрев сжигает флюс, делая его черным и бесполезным в качестве чистящего средства. Это полностью останавливает поток припоя. Это также может деформировать основные металлы или создать хрупкие слои сплава в соединении, что сильно ослабит его.
Недостаточный нагрев: Холодное соединение
Если основные металлы недостаточно горячие, припой не сможет «смочить» поверхность. Он будет иметь тенденцию скатываться в шарик или образовывать толстую, пастообразную массу на внешней стороне соединения, не проникая в него. Это создает поверхностное соединение практически без прочности.
Грязное соединение: Самая распространенная причина отказа
Если вы применили достаточно тепла, но припой все еще отказывается течь в соединение, причина почти наверняка в загрязнении. Невидимый слой оксида или масла блокирует капиллярный путь. Это нельзя исправить иначе, как остановиться, тщательно очистить детали, повторно нанести флюс и начать заново.
Контрольный список для идеальной пайки
Используйте этот список для диагностики проблем и руководства процессом.
- Если ваш припой скатывается в шарики и не течет: Ваш основной металл, вероятно, недостаточно горячий, или соединение загрязнено. Сосредоточьтесь на нагреве узла соединения, а не присадочного прутка.
- Если вы видите черный, хлопьевидный остаток: Вы перегрели соединение и сожгли флюс. Уменьшите время нагрева или используйте более низкую настройку пламени.
- Если припой течет по поверхности, но не в соединение: Ваш зазор соединения, вероятно, неправильный (слишком мал или слишком велик), или вы не нагреваете всю сборку равномерно.
- Если в конечном соединении есть зазоры или пустоты: Это указывает на проблему с чистотой или неравномерный нагрев, который препятствовал попаданию припоя во все области за счет капиллярного действия.
Освоение этих основ превратит вашу пайку из игры случая в надежный, повторяемый инженерный процесс.
Сводная таблица:
| Ключевая переменная | Почему это важно | Идеальный диапазон/Советы |
|---|---|---|
| Чистота соединения | Предотвращает загрязнение; позволяет припою «смачивать» основной металл. | Механически абразивная обработка, затем химическое обезжиривание. |
| Зазор соединения | Обеспечивает капиллярное действие для втягивания припоя в соединение. | 0,001 - 0,005 дюйма (0,025 - 0,127 мм). |
| Применение тепла | Основные металлы должны плавить припой, а не горелка. | Равномерно нагревайте сборку, сосредоточившись на более толстых участках. |
| Флюс | Защищает от окисления во время нагрева; растворяет новые оксиды. | Наносить после очистки; избегать перегрева, чтобы предотвратить сгорание. |
Достигайте безупречных результатов пайки с KINTEK
Боретесь с непостоянными соединениями или припоем, который не течет? Качество вашей пайки напрямую связано с контролем процесса и оборудованием. KINTEK специализируется на прецизионном лабораторном оборудовании и расходных материалах, которые поддерживают надежную термическую обработку.
Мы предоставляем инструменты и экспертные знания, чтобы помочь вам:
- Обеспечить постоянный нагрев: Наши печи и системы нагрева обеспечивают точный контроль температуры для равномерных результатов.
- Поддерживать чистоту: Высококачественные флюсы и чистящие средства предотвращают загрязнение для идеального смачивания.
- Оптимизировать ваш процесс: Получите экспертную консультацию, адаптированную к вашим конкретным материалам и конструкциям соединений.
Перестаньте гадать и начните осваивать свои паяльные работы. Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как решения KINTEK могут улучшить возможности вашей лаборатории и обеспечить более прочные, надежные соединения.
Визуальное руководство
Связанные товары
- Печь с контролируемой атмосферой 1200℃, печь с азотной инертной атмосферой
- Печь с контролируемой атмосферой 1400℃ с азотной и инертной атмосферой
- Печь для вакуумной термообработки и спекания с давлением воздуха 9 МПа
- Печь горячего прессования в вакууме, машина для горячего прессования, трубчатая печь
- Печь непрерывного графитирования в вакууме с графитом
Люди также спрашивают
- Как создать инертную атмосферу для химической реакции? Точный контроль атмосферы для вашей лаборатории
- Какие газы используются в инертных средах? Выберите подходящий газ для нереактивных сред
- Почему в печи используется азот? Экономически эффективный барьер для высокотемпературных процессов
- Можно ли нагревать газообразный азот? Используйте инертное тепло для точности и безопасности
- Что обеспечивает инертную атмосферу? Обеспечьте безопасность и чистоту с помощью азота, аргона или CO2



















