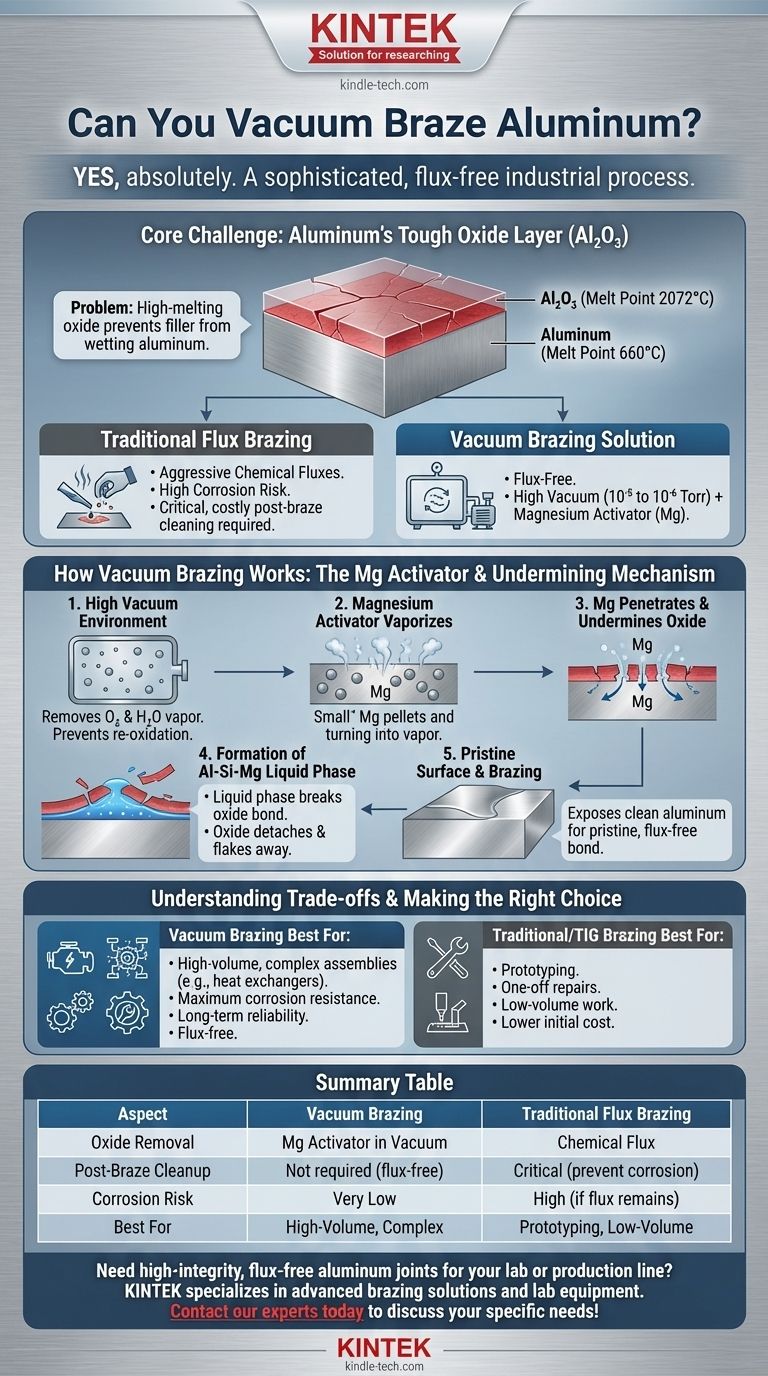
Да, алюминий абсолютно можно паять вакуумной пайкой. Это сложный и высокоэффективный промышленный процесс, используемый для создания прочных, чистых соединений без необходимости использования химических флюсов. Метод основан на среде высокого вакуума в сочетании с металлическим активатором, обычно магнием, для химического удаления стойкого оксидного слоя, который естественным образом образуется на поверхностях алюминия, позволяя присадочному металлу правильно смачивать и сцепляться с основным материалом.
Пайка алюминия — это, по сути, битва против его прочного пассивного оксидного слоя (Al₂O₃). Вакуумная пайка выигрывает эту битву не силой, а хитростью — используя высокий вакуум и активатор на основе магния для подрыва и отделения оксидной пленки из-под поверхности, что обеспечивает безупречное соединение без флюса.
Основная проблема: оксидный слой алюминия
Основным препятствием при соединении алюминия является не сам металл, а тонкий, прозрачный слой оксида алюминия (Al₂O₃), который мгновенно образуется на его поверхности при контакте с воздухом.
Почему Al₂O₃ является проблемой
Этот оксидный слой невероятно прочен и стабилен. Он плавится при температуре около 2072°C (3762°F), в то время как сам алюминий плавится при гораздо более низкой температуре 660°C (1220°F).
Во время пайки присадочный металл должен расплавиться и растечься по основному металлу. Высокотемпературная оксидная пленка действует как барьер, не позволяя расплавленному припою контактировать с поверхностью алюминия и «смачивать» ее, тем самым препятствуя образованию надлежащей металлургической связи.
Традиционное решение (и его недостатки)
Исторически эта проблема решалась с помощью агрессивных химических флюсов. Эти флюсы химически воздействовали на оксидный слой и растворяли его, но они очень коррозионноактивны.
Если остатки флюса не удалить полностью после пайки, они могут остаться в шве, что со временем приведет к катастрофической коррозии и выходу компонента из строя. Это делает очистку после пайки критически важным, дорогостоящим и сложным этапом.
Как вакуумная пайка решает проблему оксидов
Вакуумная пайка предлагает элегантное решение без флюса путем изменения химической среды внутри герметичной печи.
Роль вакуума
Процесс проводится в высоком вакууме, обычно в диапазоне от 10⁻⁵ до 10⁻⁶ Торр. Эта среда низкого давления удаляет практически весь кислород и водяной пар из камеры печи.
Устраняя эти реактивные газы, вакуум предотвращает повторное окисление алюминия по мере его нагрева до температуры пайки.
Ключевой ингредиент: активатор на основе магния
После предотвращения окисления остается последняя задача — удалить уже существующую оксидную пленку. Это достигается путем добавления небольшого количества активатора, чаще всего магния (Mg), в печь, часто в составе присадочного материала для пайки.
Ранние теории предполагали, что магний просто «связывает» любой оставшийся кислород. Однако истинный механизм более сложен.
Механизм подрыва
По мере нагрева печи магний испаряется. Этот пар Mg проникает через микроскопические трещины и дефекты в слое Al₂O₃.
Попав под оксидную пленку, магний вступает в реакцию с основным алюминием и кремнием (из присадочного металла), образуя низкоплавкую жидкую фазу Al-Si-Mg прямо на границе раздела.
Эта жидкая фаза плавится раньше основного припоя, эффективно разрывая связь между оксидной пленкой и основным алюминием. Оксидная пленка отслаивается и отваливается, обнажая идеально чистую, необработанную поверхность алюминия для сцепления с припоем.
Понимание компромиссов
Несмотря на свою мощность, вакуумная пайка не является универсальным решением. Она сопряжена со специфическим оборудованием и технологическими особенностями.
Высокие первоначальные инвестиции
Вакуумные паяльные печи сложны и представляют собой значительные капиталовложения по сравнению с оборудованием, необходимым для традиционной пайки горелкой или индукционным методом.
Требуется опыт в процессе
Процесс требует точного контроля профилей температуры, уровней вакуума и химии материалов. Это высокотехнологичный процесс, лучше всего подходящий для контролируемых, повторяемых производственных сред.
Ограничения по материалам и конструкции
Не все алюминиевые сплавы подходят для вакуумной пайки. Процесс лучше всего работает с определенными «паяемыми» сплавами и плакированными материалами. Конструкция детали также должна обеспечивать доступ паров магния ко всем зонам соединения.
Принятие правильного решения для вашего применения
Решение о том, использовать ли вакуумную пайку, полностью зависит от целей, масштаба и требований к производительности вашего проекта.
- Если ваш основной фокус — это крупносерийное производство сложных сборок (например, автомобильных теплообменников или аэрокосмических холодных пластин): Вакуумная пайка является отраслевым стандартом благодаря своей непревзойденной повторяемости и способности производить чистые, надежные соединения без флюса в пакетных процессах.
- Если ваш основной фокус — максимальная коррозионная стойкость и долгосрочная надежность: Вакуумная пайка — превосходный выбор, поскольку она полностью исключает риск застревания коррозионного флюса, который является распространенной причиной отказа в компонентах, паянных с флюсом.
- Если ваш основной фокус — прототипирование, ремонт единичных изделий или малосерийное производство: Высокая стоимость и сложность вакуумной пайки делают ее непрактичной. Традиционная пайка TIG или современные методы на основе флюса гораздо более доступны и экономичны.
Понимая лежащую в основе науку, вы можете уверенно использовать вакуумную пайку для применений, требующих высочайшего уровня качества и производительности.
Сводная таблица:
| Аспект | Вакуумная пайка | Традиционная пайка с флюсом |
|---|---|---|
| Удаление оксида | Активатор на основе магния в вакууме | Химический флюс |
| Очистка после пайки | Не требуется (без флюса) | Критична для предотвращения коррозии |
| Риск коррозии | Очень низкий | Высокий, если флюс не удален полностью |
| Лучше всего подходит для | Крупносерийное производство сложных сборок (например, теплообменников) | Прототипирование, малосерийный ремонт |
Нужны алюминиевые соединения с высокой целостностью без флюса для вашей лаборатории или производственной линии? KINTEK специализируется на передовых решениях для пайки и лабораторном оборудовании. Наш опыт гарантирует, что ваши алюминиевые сборки достигнут максимальной прочности и коррозионной стойкости. Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем поддержать ваши конкретные лабораторные и производственные потребности!
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Графитировочная печь сверхвысоких температур в вакууме
- Печь для вакуумной термообработки и спекания под давлением для высокотемпературных применений
- Печь горячего прессования в вакууме, машина для горячего прессования, трубчатая печь
- Вакуумная ротационная трубчатая печь непрерывного действия
Люди также спрашивают
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса



















