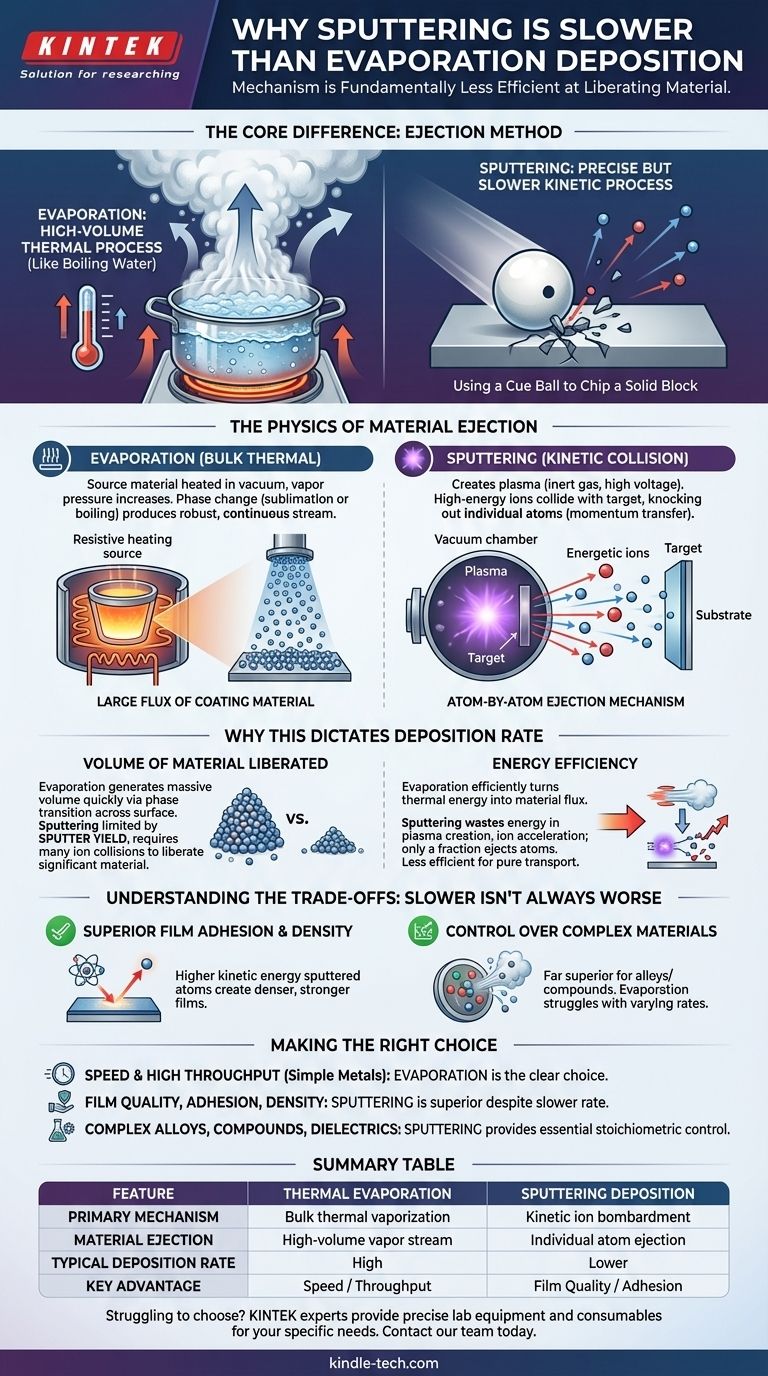
Короче говоря, распыление медленнее, потому что его механизм по своей сути менее эффективен в высвобождении материала. Распыление использует энергичные ионы для физического выбивания атомов из мишени по одному — это процесс, управляемый передачей импульса. Термическое испарение, напротив, нагревает исходный материал до тех пор, пока он не создаст плотный, объемный поток пара за счет изменения объемного состояния, высвобождая гораздо большее количество атомов за то же время.
Основное различие заключается в методе выброса материала. Испарение — это высокообъемный термический процесс, похожий на кипячение воды для получения пара. Распыление — это точный, но более медленный кинетический процесс, похожий на использование битка для откалывания кусков от твердого блока.

Физика выброса материала
Чтобы понять разницу в скоростях осаждения, необходимо рассмотреть, как каждый метод физического осаждения из пара (PVD) преобразует твердый исходный материал в пар. Эти два подхода кардинально различаются.
Испарение: Объемный термический процесс
При термическом испарении исходный материал нагревается в высоком вакууме, обычно с использованием резистивного нагрева или электронного луча.
По мере повышения температуры материала его давление пара увеличивается. Достигнув достаточной температуры, он претерпевает фазовый переход (сублимацию или кипение), образуя сильный и непрерывный поток пара, который движется и конденсируется на подложке. Это очень эффективный способ генерации большого потока осаждаемого материала.
Распыление: Кинетический процесс столкновений
Распыление не зависит от тепла для создания пара. Вместо этого оно создает плазму путем введения инертного газа (например, аргона) в вакуумную камеру и приложения высокого напряжения.
Положительно заряженные ионы из плазмы ускоряются к отрицательно заряженному исходному материалу, известному как мишень. Когда эти высокоэнергетические ионы сталкиваются с мишенью, они передают свой импульс, физически выбивая или «распыляя» отдельные атомы или небольшие кластеры. Это механизм выброса по одному атому.
Почему разница в механизмах определяет скорость осаждения
Фундаментальная физика каждого процесса напрямую влияет на результирующую скорость.
Объем высвобождаемого материала
Сила испарения заключается в его способности быстро генерировать огромный объем пара. Вводимая энергия используется для вызова фазового перехода по поверхности исходного материала, высвобождая одновременно огромное количество атомов.
Распыление ограничено выходом распыления — количеством атомов мишени, выброшенных на один падающий ион. Этот выход часто является небольшим числом, что означает, что требуется много столкновений ионов, чтобы высвободить значительное количество материала, что делает процесс по своей сути более медленным.
Энергоэффективность
При испарении тепловая энергия применяется непосредственно для генерации пара. Процесс относительно эффективен в преобразовании энергии в поток материала.
При распылении электрическая энергия используется для создания и поддержания плазмы, ускорения ионов и бомбардировки мишени. Лишь небольшая часть кинетической энергии иона приводит к успешному выбросу атома мишени. Этот многоступенчатый процесс передачи импульса просто менее эффективен для чистой транспортировки материала.
Понимание компромиссов: Почему медленнее не всегда хуже
Более высокая скорость осаждения не делает испарение автоматически лучшей техникой. Более медленный, более контролируемый характер распыления дает критические преимущества в качестве пленки.
Превосходная адгезия и плотность пленки
Распыленные атомы выбрасываются со значительно более высокой кинетической энергией (1–10 эВ) по сравнению с испаренными атомами (~0,1 эВ). Когда эти энергичные атомы достигают подложки, они создают более плотные, более однородные и более прочно сцепленные пленки.
Контроль над сложными материалами
Распыление намного превосходит испарение при нанесении сплавов или композитных материалов. Поскольку оно откалывает атомы от мишени, получаемый пар имеет состав, очень близкий к составу самого целевого материала. Испарение может испытывать трудности с этим, поскольку разные элементы в сплаве будут испаряться с разной скоростью.
Выбор правильного решения для вашего применения
Выбор между этими методами требует взвешивания необходимости скорости против требования к качеству пленки.
- Если ваш основной фокус — скорость и высокая производительность для простых металлических покрытий: Испарение — очевидный выбор из-за генерации пара в больших объемах.
- Если ваш основной фокус — качество пленки, адгезия и плотность: Контролируемое, энергичное осаждение при распылении превосходит, несмотря на более низкую скорость.
- Если вы наносите сложные сплавы, соединения или диэлектрики: Распыление обеспечивает необходимый стехиометрический контроль, которого часто не хватает при испарении.
В конечном счете, понимание физики, лежащей в основе каждого метода, позволяет вам выбрать правильный инструмент не по скорости, а по его способности обеспечивать те специфические свойства пленки, которые требуются вашему применению.
Сводная таблица:
| Характеристика | Термическое испарение | Напыление магнетронным распылением |
|---|---|---|
| Основной механизм | Объемная термическая парогенерация | Кинетическая ионная бомбардировка |
| Выброс материала | Поток пара в больших объемах | Выброс отдельных атомов |
| Типичная скорость осаждения | Высокая | Ниже |
| Ключевое преимущество | Скорость / Пропускная способность | Качество пленки / Адгезия |
Испытываете трудности с выбором подходящей технологии осаждения для вашего применения тонких пленок? Эксперты KINTEK понимают, что решение между скоростью и качеством имеет решающее значение. Независимо от того, требует ли ваш проект высокой пропускной способности испарения или превосходных свойств пленки при распылении, мы предоставляем точное лабораторное оборудование и расходные материалы, которые вам нужны.
Свяжитесь с нашей командой сегодня, чтобы обсудить ваши конкретные требования, и позвольте решениям KINTEK расширить возможности вашей лаборатории и результаты исследований.
Визуальное руководство