Разливка расплавленного металла при температуре выше его точки плавления — это критически важный, не подлежащий обсуждению этап литья. Эта практика, известная как применение перегрева (или подплава), необходима для компенсации неизбежных потерь тепла, которые происходят в тот момент, когда металл покидает печь. Без этого теплового «буфера» металл начнет преждевременно затвердевать, не заполнив форму полностью и приведя к получению дефектной детали.
Основная проблема в литье металлов — это гонка со временем и температурой. Дополнительное тепло выше точки плавления — перегрев — является необходимой страховкой, гарантирующей, что жидкий металл обладает достаточной тепловой энергией, чтобы пройти через ковш и полностью заполнить полость формы до начала замерзания.

Гонка против затвердевания: почему необходим перегрев
Разливка металла точно при его температуре плавления — это теоретический идеал, который не работает на практике. Путь от печи до формы полон возможностей для расплавленного металла потерять критически важную тепловую энергию.
Компенсация неизбежных потерь тепла
С момента выпуска из печи расплавленный металл начинает остывать. Тепло теряется через разливочный ковш, окружающую атмосферу и, что наиболее существенно, через относительно холодный материал самой формы. Перегрев обеспечивает необходимую дополнительную энергию для поглощения этих потерь и сохранения металла полностью жидким.
Обеспечение полного заполнения формы (Текучесть)
Температура напрямую связана с текучестью (обратной величиной вязкости) расплавленного металла. Более высокая степень перегрева делает металл более текучим, подобно воде, а не патоке. Эта улучшенная текучесть имеет решающее значение для заполнения тонких сечений и воспроизведения сложных деталей внутри полости формы.
Предотвращение преждевременного замерзания
Если температура металла падает до точки плавления, пока он еще течет, затвердевание начинается немедленно. Это преждевременное замерзание является основной причиной нескольких критических литейных дефектов, которые делают деталь непригодной для использования.
Последствия недостаточной температуры
Недостаточное применение перегрева — это не незначительная ошибка процесса; это напрямую приводит к браку отливок, которые приходится переплавлять или выбрасывать, что приводит к потере времени, энергии и денег.
Недоливы и незавершенные отливки
Недолив (или неполное заполнение) — самый очевидный дефект. Металл теряет слишком много тепла, затвердевает до того, как форма заполнится, и получается незавершенная деталь. Это частый результат разливки при слишком низкой температуре.
Спаи и слабые швы
Холодный шов (или спай) возникает, когда две поверхности расплавленного металла встречаются в форме, но слишком холодны, чтобы правильно сплавиться друг с другом. Это создает разрыв, похожий на трещину, или шов на готовой детали, что представляет собой критическую точку структурного отказа.
Плохая чистота поверхности и детализация
Вязкий, едва расплавленный металл не обладает энергией, чтобы плотно прижаться к стенкам формы. Это приводит к скруглению углов там, где должны быть острые грани, и к неспособности воспроизвести тонкие поверхностные текстуры или детали из литейной модели.
Понимание компромиссов: Опасности избыточного тепла
Хотя перегрев необходим, чрезмерное тепло создает другой набор проблем. Цель состоит в том, чтобы найти оптимальную температуру, а не просто самую высокую из возможных.
Увеличение газовой пористости
Расплавленные металлы поглощают газы из окружающей среды, такие как водород и кислород. Чем горячее металл, тем больше газа он может удерживать в растворенном состоянии. Когда металл остывает и затвердевает в форме, этот газ вытесняется из раствора, образуя крошечные пузырьки, которые застревают в виде газовой пористости (пустот), ослабляя конечную отливку.
Повреждение формы и реакция
Чрезмерно высокие температуры могут повредить саму форму. При литье в песчаные формы это может вызвать разрушение связующего вещества или спекание металла с песком, что приведет к плохой чистоте поверхности. Это также может ускорить эрозию формы и системы литниковой чаши по мере протекания горячего металла.
Ухудшение механических свойств
Разливка при слишком высокой температуре значительно увеличивает время затвердевания. Это медленное охлаждение способствует росту крупных, грубых зерен в микроструктуре металла, что, как правило, снижает конечную прочность, пластичность и ударную вязкость детали.
Принятие правильного решения для вашего процесса
Идеальная температура разливки — это не единое значение, а тщательно рассчитанный параметр, основанный на конкретных условиях литья. Это баланс между обеспечением текучести и избеганием дефектов, вызванных чрезмерным нагревом.
- Если ваше основное внимание уделяется литью высокодетализированных тонкостенных деталей: Вам потребуется более высокая степень перегрева, чтобы гарантировать, что текучесть металла позволит ему заполнить каждую сложную полость до затвердевания.
- Если ваше основное внимание уделяется максимальной прочности простой толстостенной детали: Используйте температуру разливки лишь настолько высокую, чтобы избежать недоливов и холодных швов, так как это будет способствовать более быстрому затвердеванию и более прочной, мелкозернистой микроструктуре.
- Если ваше основное внимание уделяется стабильности процесса и экономической эффективности: Цель состоит в том, чтобы определить оптимальное температурное окно разливки, которое стабильно дает годные отливки без потерь энергии или чрезмерного износа оборудования.
В конечном счете, контроль температуры разливки является одним из самых мощных инструментов для обеспечения качества и целостности конечного литого компонента.
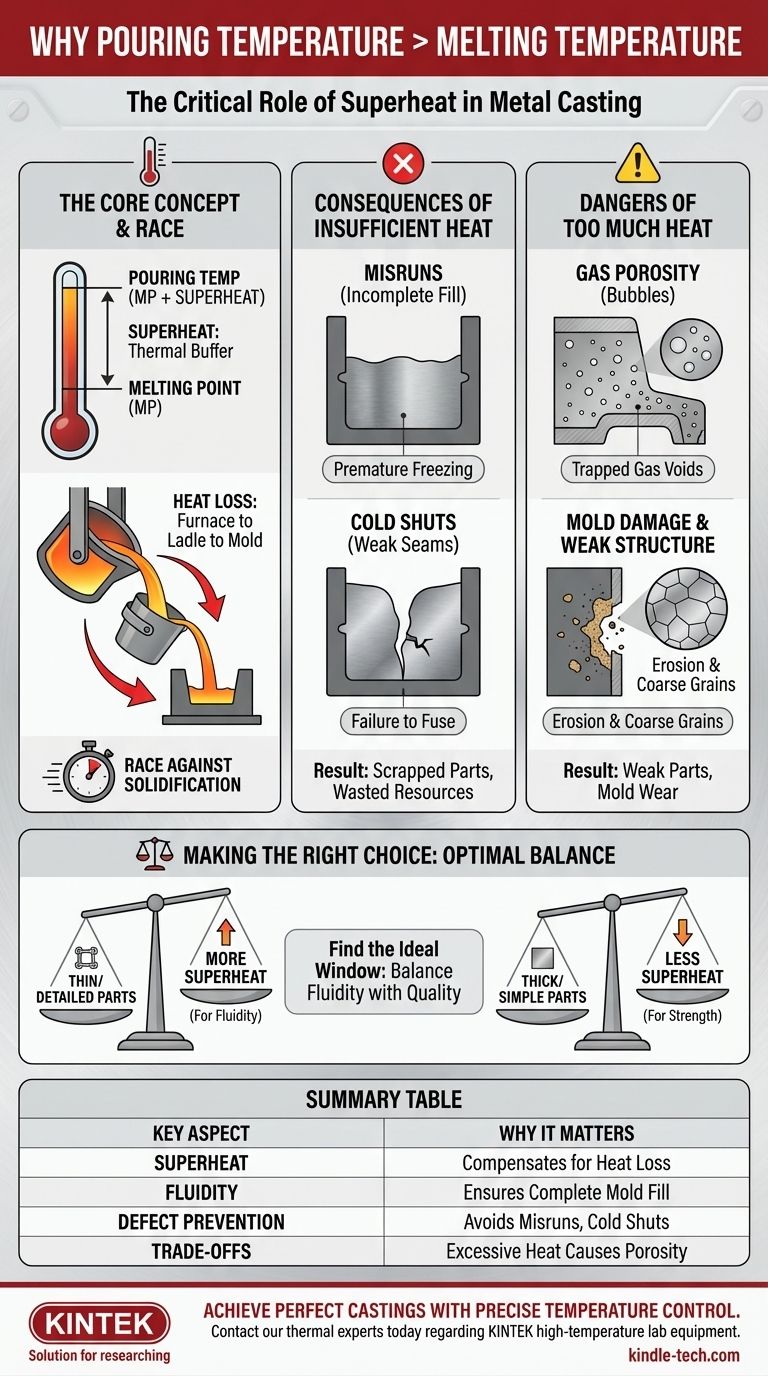
Сводная таблица:
| Ключевой аспект | Почему это важно |
|---|---|
| Перегрев | Компенсирует потери тепла при транспортировке и разливе. |
| Текучесть | Гарантирует, что металл заполнит всю форму, особенно тонкие участки. |
| Предотвращение дефектов | Позволяет избежать недоливов, холодных швов и плохого качества поверхности. |
| Компромиссы | Чрезмерный нагрев может вызвать газовую пористость и более слабые детали. |
Достигайте идеальных отливок с помощью точного контроля температуры
Сталкиваетесь с литейными дефектами или нестабильными результатами? Точное термическое управление вашим расплавленным металлом имеет решающее значение. KINTEK специализируется на высокотемпературном лабораторном оборудовании, включая печи и системы контроля температуры, чтобы помочь вам достичь идеальной температуры разливки для вашего конкретного сплава и конструкции формы.
Наши решения позволяют литейным цехам и научно-исследовательским лабораториям:
- Устранять дефекты: Обеспечивать полное заполнение формы и прочные, годные отливки.
- Оптимизировать процессы: Находить идеальное температурное окно для геометрии вашей детали и материала.
- Повышать эффективность: Снижать процент брака и экономить на материалах и энергозатратах.
Готовы усовершенствовать свой литейный процесс? Свяжитесь с нашими специалистами по термическим процессам сегодня, чтобы обсудить, как лабораторное оборудование KINTEK может обеспечить надежность и качество вашей работы.
Визуальное руководство