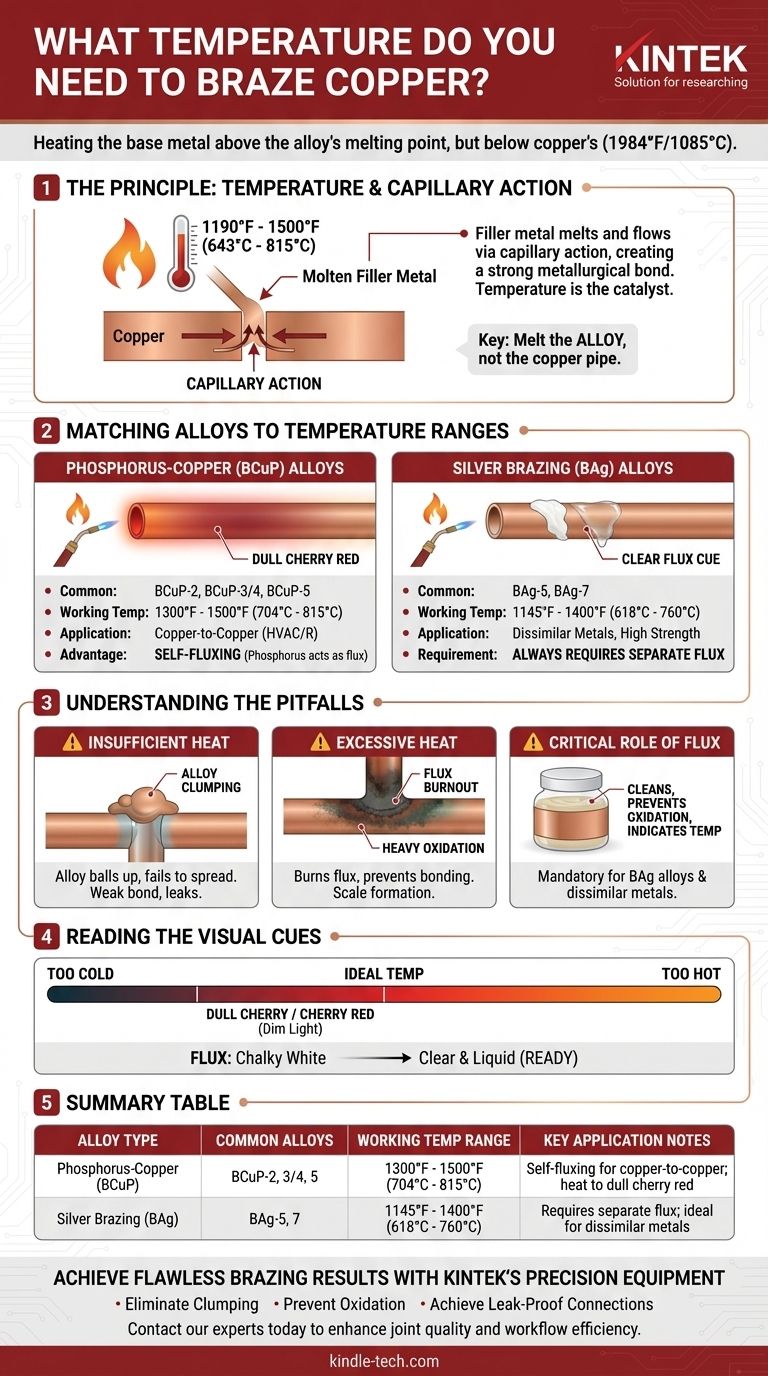
Для пайки меди необходимо нагреть основной металл до температуры, превышающей температуру плавления выбранного вами припоя, но ниже температуры плавления самой меди. Эта рабочая температура обычно находится в диапазоне от 1190°F до 1500°F (от 643°C до 815°C) и полностью зависит от конкретного присадочного металла, который вы используете. Ключ в том, чтобы расплавить припой, а не медную трубу.
Вопрос не просто в том, «какая температура», а в том, «какая температура подходит для моего конкретного припоя?» Припой определяет целевую температуру, и достижение этого точного нагрева — это разница между идеальным, герметичным соединением и полным провалом.

Принцип: Почему температура — это больше, чем просто число
Пайка создает металлургическую связь, которая часто прочнее соединяемых основных металлов. Этот процесс основан на принципе, называемом капиллярным действием, при котором расплавленный присадочный металл втягивается в узкий зазор между двумя медными деталями. Температура является катализатором всего этого процесса.
Роль присадочного металла
В отличие от сварки, при пайке основной металл (медь) не плавится. Вместо этого плавится только присадочный металл, часто называемый паяльным прутком или припоем. Каждый припой имеет определенный температурный диапазон, при котором он становится жидким и правильно течет.
Достижение капиллярного действия
Чтобы капиллярное действие сработало, медь должна быть достаточно горячей, чтобы мгновенно расплавить паяльный пруток при контакте. Если медь недостаточно горячая, припой «свернется» и не сможет проникнуть в соединение. Идеальная температура создает эффект «смачивания», позволяя жидкому припою равномерно распределяться по поверхностям металла.
Опасность перегрева
Температура плавления меди составляет 1984°F (1085°C). Хотя маловероятно, что вы расплавите трубу стандартной горелкой, перегрев является распространенной и серьезной ошибкой. Чрезмерный нагрев вызывает сильное поверхностное окисление, которое препятствует сцеплению присадочного металла. Он также может сжечь флюс, необходимый для процесса, и потенциально ослабить саму медь.
Согласование припоев для пайки с температурными диапазонами
Выбор конкретного припоя определяется вашим применением (например, ОВКВ, сантехника, соединение разнородных металлов). Этот выбор затем определяет вашу целевую температуру.
Фосфорно-медные сплавы (BCuP)
Это наиболее распространенные сплавы для соединения меди с медью, особенно в системах ОВКВ и холодильных установках. Их ключевое преимущество заключается в том, что фосфор действует как флюс, а это означает, что отдельный флюс не требуется для медно-медного соединения.
- Распространенные сплавы: BCuP-2 (0% серебра), BCuP-3/4 (5-6% серебра), BCuP-5 (15% серебра).
- Рабочая температура: Обычно от 1300°F до 1500°F (от 704°C до 815°C).
- Визуальный признак: Нагрейте медь до слабого или тускло-вишневого свечения.
Серебряные припои (BAg)
Часто называемые «серебряным припоем» (технически неверный, но распространенный термин), эти сплавы используются для повышения прочности, устойчивости к вибрации или соединения меди с другими металлами, такими как латунь или сталь. Они содержат различное процентное содержание серебра.
- Распространенные сплавы: BAg-5 (45% серебра), BAg-7 (56% серебра).
- Рабочая температура: Как правило, ниже, от 1145°F до 1400°F (от 618°C до 760°C).
- Примечание: Эти сплавы всегда требуют отдельного флюса, даже при соединении меди с медью.
Понимание компромиссов и подводных камней
Успешная пайка требует управления теплом, чистотой и материалами. Избегание распространенных ошибок имеет решающее значение.
Критическая роль флюса
Если вы не используете сплав BCuP для медно-медного соединения, флюс обязателен. Флюс — это химическая паста, которая очищает поверхность, предотвращает окисление во время нагрева и указывает, когда металл достиг нужной температуры. Нанесение слишком малого количества флюса или его перегрев и сжигание приведут к разрушению соединения.
Опасность недостаточного нагрева
Если основной металл недостаточно горячий, присадочный пруток не затечет в соединение. Вы увидите, как он скатывается и отказывается растекаться, что приведет к поверхностной связи без прочности или герметичности. Это частая причина утечек.
Последствия чрезмерного нагрева
Применение слишком большого количества тепла так же плохо. Вы сожжете флюс, создадите тяжелую черную окалину (оксид меди) на меди и помешаете образованию связи. Это также может привести к тому, что присадочный металл просто протечет через соединение, не загерметизировав его должным образом.
Чтение визуальных признаков
Ваш самый важный инструмент — это ваши глаза. Умение читать цвет металла и поведение флюса — ключ к освоению пайки.
- Цвет: При большинстве паяльных работ с медью в условиях слабого освещения вы ищете тускло-вишневый или вишнево-красный цвет. Если медь ярко-оранжевая или желтая, она слишком горячая.
- Флюс: При использовании флюса он сначала высохнет и станет мелово-белым. По мере повышения температуры он станет прозрачным и жидким, как вода. Эта «прозрачная» фаза является признаком того, что основной металл готов к приему припоя.
Как применить это к вашему проекту
Ваша цель определяет ваши инструменты и температуру. Выберите свой подход в зависимости от конкретных требований задачи.
- Если ваш основной акцент — стандартные системы ОВКВ/Р (медь к меди): Используйте самофлюсующийся фосфорно-медный сплав (BCuP) и равномерно нагрейте соединение до тускло-вишневого цвета, прежде чем вводить пруток.
- Если ваш основной акцент — соединение разнородных металлов (например, медь с латунью): Используйте серебросодержащий сплав (BAg) с подходящим белым паяльным флюсом и следите, чтобы флюс стал прозрачным и жидким, прежде чем вводить припой.
- Если ваш основной акцент — максимальная прочность соединения или высокая вибрация: Выберите сплав BAg с высоким содержанием серебра и сосредоточьтесь на точном, равномерном нагреве, чтобы избежать перегрева деталей, одновременно обеспечивая полное проникновение.
В конечном счете, успешная пайка заключается не в достижении волшебного числа на термометре, а в понимании и контроле взаимосвязи между вашим металлом, вашим припоем и вашим источником тепла.
Сводная таблица:
| Тип припоя для пайки | Распространенные сплавы | Диапазон рабочих температур | Ключевые примечания по применению |
|---|---|---|---|
| Фосфорно-медный (BCuP) | BCuP-2, BCuP-3/4, BCuP-5 | 1300°F до 1500°F (704°C до 815°C) | Самофлюсующийся для медно-медного соединения; нагрев до тускло-вишневого цвета |
| Серебряная пайка (BAg) | BAg-5, BAg-7 | 1145°F до 1400°F (618°C до 760°C) | Требует отдельного флюса; идеален для разнородных металлов и высокой прочности |
Достигайте безупречных результатов пайки с прецизионным оборудованием KINTEK
Независимо от того, работаете ли вы с системами ОВКВ, сантехникой или специализированными соединениями металлов, точный контроль температуры является обязательным условием для успешной пайки меди. В KINTEK мы специализируемся на лабораторном оборудовании и расходных материалах, которые обеспечивают стабильный и точный нагрев, необходимый для идеального капиллярного действия и прочных металлургических связей.
Наши решения для пайки помогут вам:
- Устранить скручивание и неудачные соединения с помощью точного контроля температуры
- Предотвратить окисление и выгорание флюса за счет равномерного распределения тепла
- Добиться герметичных соединений с надежными и воспроизводимыми результатами
Мы обслуживаем профессионалов в области: ОВКВ/Р, сантехники, металлообработки и научно-исследовательских лабораторий, которые требуют оборудования, соответствующего их техническому опыту.
Готовы преобразить свой процесс пайки? Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как специализированное оборудование KINTEK может повысить качество ваших соединений и эффективность рабочего процесса.
Визуальное руководство