В вакуумном литье нет единой температуры. Вместо этого процесс зависит от ряда контролируемых температур на разных этапах для получения высококачественной детали. Чаще всего ключевые этапы предварительного нагрева формы и отверждения детали происходят в печи, установленной в диапазоне от 60°C до 80°C (от 140°F до 176°F), но это сильно зависит от конкретного используемого материала.
Ключевой момент заключается в том, что температура вакуумного литья — это не единая настройка, а контролируемый температурный профиль. Успех зависит от управления тремя различными этапами — предварительным нагревом формы, смешиванием смолы и окончательным отверждением, — поскольку каждый из них напрямую влияет на текучесть, детализацию и конечные свойства вашей детали.

Почему температура — это больше, чем одно число
Рассматривать температуру вакуумного литья как одно значение — это распространенное упрощение. В действительности вы управляете термическим процессом. Каждый этап имеет свою особую цель, требующую точного контроля температуры для успешного результата.
Три критические температурные зоны
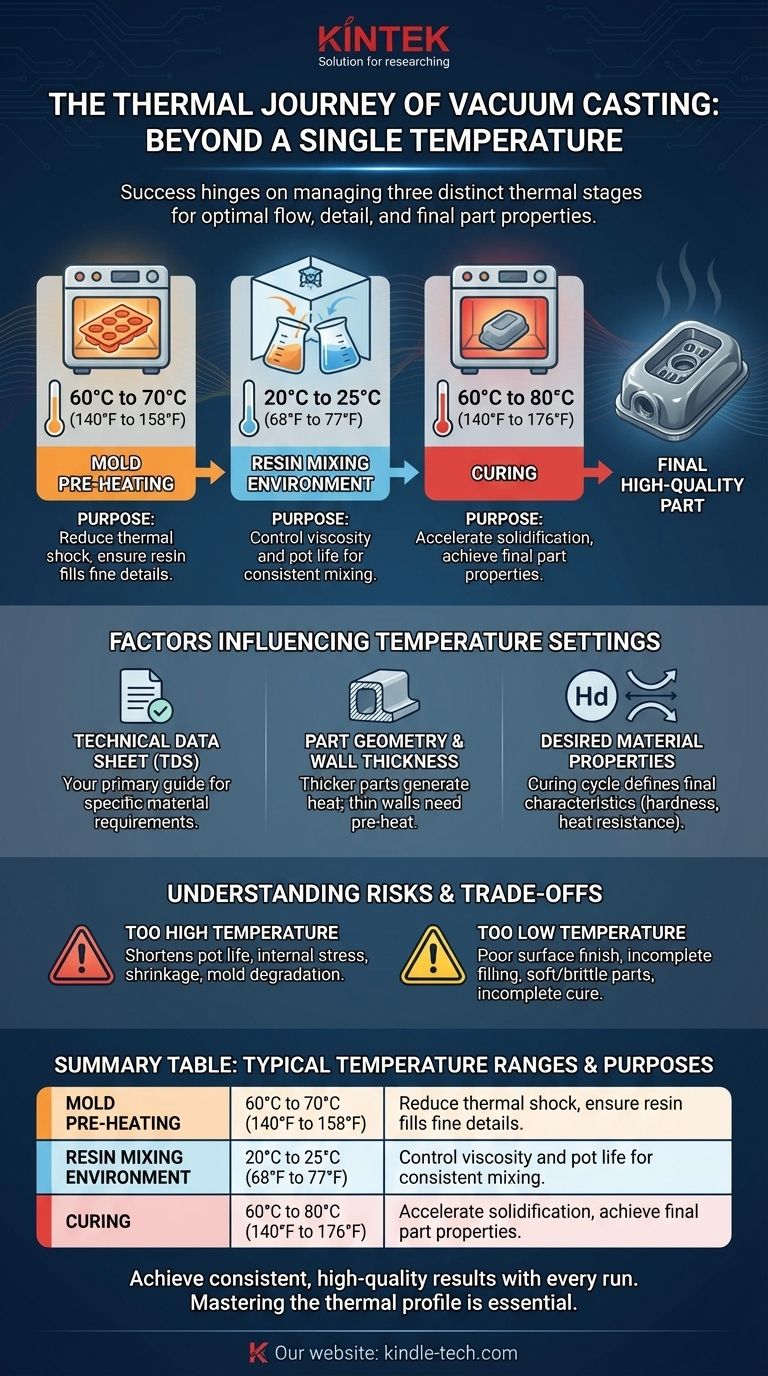
Процесс лучше всего понимать, разбив его на три термические фазы.
- Предварительный нагрев формы: Перед литьем силиконовая форма нагревается в печи. Обычно это делается при температуре от 60°C до 70°C. Основная цель — уменьшить термический шок для жидкой смолы при ее заливке, гарантируя, что она останется достаточно текучей, чтобы заполнить все замысловатые детали полости формы.
- Среда для смолы и смешивания: Двухкомпонентные смолы (обычно полиуретаны) смешиваются при контролируемой температуре окружающей среды, обычно при стандартной комнатной температуре (от 20°C до 25°C). Последовательность здесь имеет решающее значение, поскольку температура значительно влияет на начальную вязкость материала (густоту) и время жизни (pot life) (время работы до начала гелеобразования).
- Отверждение: После того как смола залита в форму под вакуумом, вся сборка помещается обратно в печь для отверждения. Эта температура отверждения, часто находящаяся в диапазоне от 60°C до 80°C, ускоряет химическую реакцию, позволяя детали затвердеть и достичь своих окончательных механических свойств за считанные часы, а не дни.
Аналогия: это как выпечка торта
Представьте этот процесс как выпечку высококачественного торта. Вы предварительно нагреваете духовку (форму), чтобы обеспечить равномерное пропекание. Вы смешиваете ингредиенты (смолу) при правильной температуре, чтобы получить идеальную консистенцию теста. Наконец, вы выпекаете его (отверждаете деталь) при точной температуре в течение определенного времени, чтобы убедиться, что он правильно застыл.
Факторы, влияющие на ваши настройки температуры
Диапазон 60–80°C является общим руководством, но оптимальные температуры для вашего проекта зависят от нескольких критических факторов.
Технический паспорт (TDS) — ваш путеводитель
Самым важным документом является Технический паспорт (TDS), предоставленный производителем смолы. В этом документе указаны рекомендуемые температуры и время предварительного нагрева и отверждения для этого конкретного материала. Отклонение от TDS — это риск.
Геометрия детали и толщина стенок
Более толстые детали могут выделять значительное внутреннее тепло из-за экзотермической реакции отверждения смолы. Это может потребовать немного более низкой температуры отверждения, чтобы предотвратить внутреннее напряжение или деформацию. И наоборот, детали с очень тонкими стенками выигрывают от правильно предварительно нагретой формы, чтобы смола заполнила все элементы, прежде чем начнет густеть.
Желаемые свойства материала
Цикл отверждения — как температура, так и продолжительность — напрямую влияет на конечные свойства детали. Если вам нужно максимизировать твердость, термостойкость или гибкость, строгое соблюдение рекомендованного производителем профиля отверждения является обязательным.
Понимание компромиссов и рисков
Выбор неправильной температуры на любом этапе сопряжен со значительным риском и может легко привести к браку детали.
Риск слишком высокой температуры
Нагрев формы или отверждение детали при слишком высокой температуре может вызвать множество проблем. Это резко сокращает время жизни (pot life) смолы, потенциально заставляя ее гелеобразно застыть до того, как она заполнит форму. Это также может привести к внутренним напряжениям, усадке и преждевременному разрушению самой силиконовой формы.
Риск слишком низкой температуры
Использование слишком низких температур столь же проблематично. Недостаточно нагретая форма приведет к тому, что смола остынет и загустеет при контакте, что приведет к плохому качеству поверхности и неполному заполнению мелких деталей. Недостаточная температура отверждения приведет к неполному отверждению, в результате чего деталь останется мягкой, слабой или хрупкой и не будет обладать свойствами, указанными в ее паспорте.
Скрытая опасность: Непоследовательность
Возможно, самый большой риск — это непоследовательность. Стабильный, воспроизводимый термический процесс является основой высококачественного вакуумного литья. Колебания температуры окружающей среды или настроек печи приведут к непредсказуемым результатам от детали к детали.
Как определить правильные температуры для вашего проекта
Используйте паспорт материала в качестве отправной точки и корректируйте в зависимости от вашей конкретной цели.
- Если ваш основной фокус — захват мелких деталей: Уделите первоочередное внимание тщательному предварительному нагреву формы (например, 65–70°C), чтобы обеспечить максимально низкую вязкость смолы во время заливки.
- Если ваш основной фокус — достижение конкретных механических свойств: Строго придерживайтесь температуры и продолжительности отверждения, указанных в Техническом паспорте материала.
- Если ваш основной фокус — скорость быстрого прототипирования: Вы можете использовать верхнюю границу рекомендованного диапазона отверждения, чтобы ускорить процесс, но помните о потенциальных компромиссах во внутренних напряжениях.
В конечном счете, овладение контролем температуры превращает вакуумное литье из изменчивого искусства в повторяемую науку.
Сводная таблица:
| Этап | Типичный диапазон температур | Ключевая цель |
|---|---|---|
| Предварительный нагрев формы | 60°C до 70°C (140°F до 158°F) | Снижает термический шок, обеспечивает заполнение смолой мелких деталей |
| Смешивание смолы | 20°C до 25°C (68°F до 77°F) | Контролирует вязкость и время жизни для последовательного смешивания |
| Отверждение | 60°C до 80°C (140°F до 176°F) | Ускоряет затвердевание, достигает конечных свойств детали |
Добивайтесь стабильных, высококачественных результатов при каждом цикле вакуумного литья.
Освоение температурного профиля имеет решающее значение для получения деталей с тонкими деталями и точными механическими свойствами. KINTEK специализируется на лабораторном оборудовании и расходных материалах, поддерживающих эту точность: от надежных печей для равномерного нагрева и отверждения до материалов, подходящих для ваших конкретных задач прототипирования или производства.
Позвольте нам помочь вам усовершенствовать ваш процесс. Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваши требования к вакуумному литью и узнать, как наши решения могут повысить эффективность и производительность вашей лаборатории.
Визуальное руководство