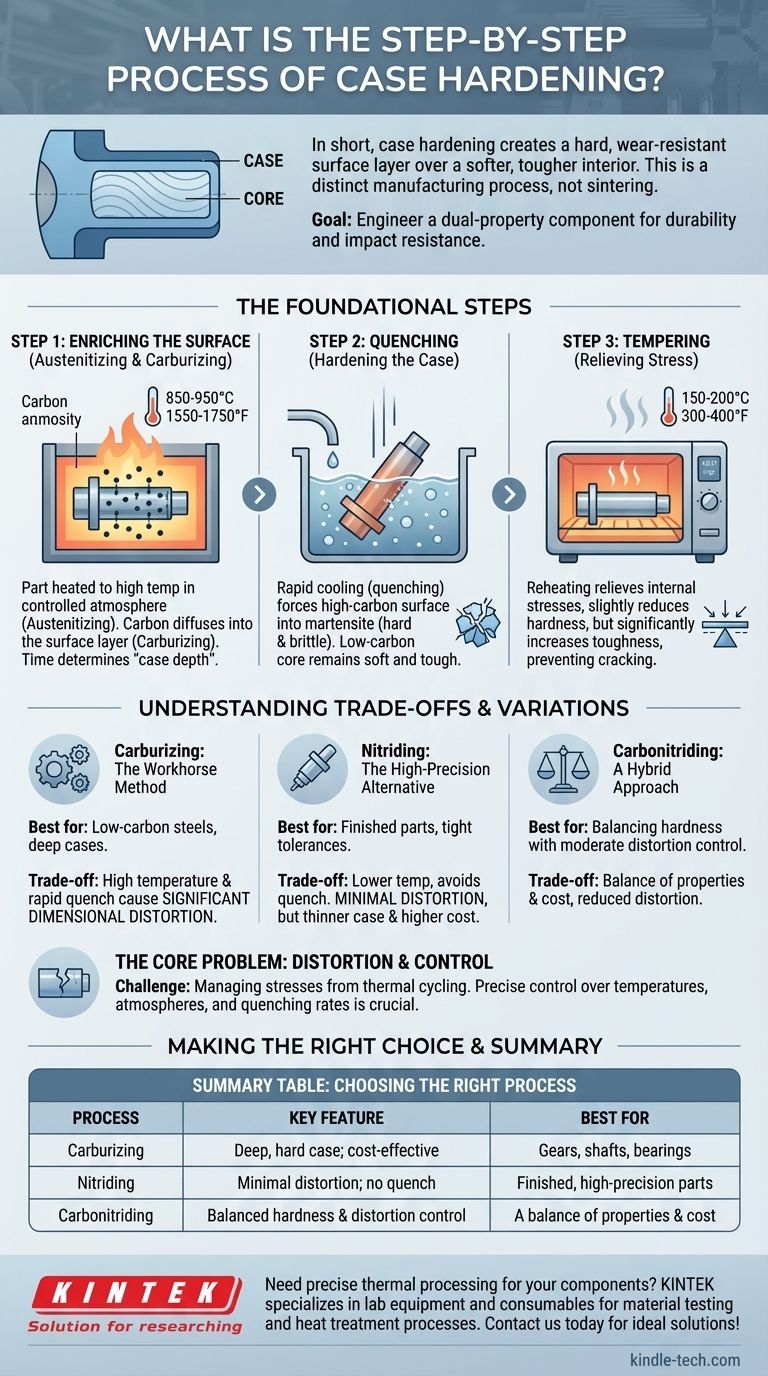
Короче говоря, цементация — это процесс термообработки, который создает твердый, износостойкий поверхностный слой (поверхностный слой) поверх более мягкой, вязкой внутренней части (сердцевины). Это отдельный производственный процесс, который не следует путать с спеканием металлов — темой предоставленных ссылок, — которое включает сплавление металлических порошков для формирования твердой детали.
Основная цель цементации — создание компонента с двойными свойствами. Она придает металлической детали высокопрочную поверхность для сопротивления износу и истиранию, сохраняя при этом пластичную, амортизирующую сердцевину для предотвращения катастрофического разрушения при ударе.

Основные этапы цементации
Цементация — это не одно действие, а последовательность контролируемых термических и химических процессов. Наиболее распространенный метод, особенно для низкоуглеродистых сталей, включает три критических стадии.
Этап 1: Обогащение поверхности (Аустенитизация и науглероживание)
Первый шаг — изменить химический состав поверхности детали. Металл, как правило, низкоуглеродистая сталь, нагревается до высокой температуры (около 850–950°C или 1550–1750°F) в контролируемой атмосфере.
При этой температуре кристаллическая структура стали преобразуется в аустенит, который может легко поглощать больше углерода. Деталь выдерживается при этой температуре в среде, богатой углеродом. Этот процесс, называемый науглероживанием, позволяет атомам углерода диффундировать в поверхностный слой стали. Чем дольше выдерживается деталь, тем глубже проникает углерод, определяя «глубину поверхностного слоя».
Этап 2: Закалка (Упрочнение поверхностного слоя)
Как только поверхность поглотит достаточно углерода, деталь быстро охлаждается, или закаляется, путем погружения ее в среду, такую как масло, вода или рассол.
Это быстрое охлаждение заставляет высокоуглеродистый поверхностный слой (аустенит) превратиться в мартенсит — чрезвычайно твердую и хрупкую кристаллическую структуру. Однако низкоуглеродистая сердцевина не упрочняется так резко, оставаясь относительно мягкой и вязкой.
Этап 3: Отпуск (Снятие напряжения)
Процесс закалки оставляет упрочненный поверхностный слой в состоянии высокого внутреннего напряжения, что делает его очень хрупким. Чтобы противодействовать этому, деталь отпускают.
Отпуск включает повторный нагрев компонента до гораздо более низкой температуры (обычно 150–200°C или 300–400°F) и выдержку в течение определенного времени. Этот процесс снимает внутренние напряжения и немного снижает твердость поверхностного слоя, но значительно повышает его вязкость, предотвращая сколы или трещины при эксплуатации.
Понимание компромиссов и вариаций
Хотя науглероживание является наиболее распространенным методом, существует несколько вариаций и альтернатив, каждая из которых имеет свои преимущества и недостатки.
Науглероживание: Основной метод
Науглероживание очень эффективно для низкоуглеродистых сталей и относительно экономично для создания глубоких, твердых поверхностных слоев. Однако высокие температуры и последующая быстрая закалка могут вызвать значительные геометрические искажения, что может потребовать окончательной шлифовки или механической обработки.
Азотирование: Альтернатива высокой точности
Азотирование достигает аналогичного результата путем диффузии в поверхность азота, а не углерода. Ключевое преимущество заключается в более низкой температуре процесса, что полностью позволяет избежать этапа закалки. Это приводит к минимальным искажениям, что делает его идеальным для готовых деталей с жесткими допусками. Обратной стороной часто является более тонкий поверхностный слой и потенциально более высокая стоимость.
Карбонитрирование: Гибридный подход
Этот процесс обеспечивает диффузию как углерода, так и азота в поверхность. Он предлагает баланс свойств, часто обеспечивая более твердый поверхностный слой, чем науглероживание, при более низкой температуре, что помогает уменьшить, но не устранить искажения.
Проблема сердцевины: Искажение и контроль
Основная проблема при всех видах цементации — управление напряжениями от термических циклов. Неравномерный нагрев или охлаждение может привести к деформации, изгибу или даже растрескиванию деталей. Успех зависит от точного контроля атмосферы печи, температур и скорости закалки.
Сделайте правильный выбор для вашей цели
Выбор правильного процесса требует понимания конечного применения компонента. Ваше решение должно руководствоваться эксплуатационными требованиями детали.
- Если ваш главный приоритет — максимальная износостойкость и ударопрочность: Стандартное науглероживание с последующей закалкой и отпуском обеспечивает глубокий, прочный поверхностный слой с вязкой сердцевиной, идеально подходящий для шестерен, валов и подшипников.
- Если ваш главный приоритет — сохранение жестких допусков по размерам: Газовое азотирование является лучшим выбором, поскольку отсутствие этапа закалки приводит к минимальному искажению детали.
- Если ваш главный приоритет — баланс твердости с затратами и умеренным контролем искажений: Карбонитрирование предлагает компромисс, обеспечивая превосходную твердость поверхности с меньшими искажениями, чем традиционное науглероживание.
Понимая эти различные процессы, вы можете указать точную обработку, необходимую для достижения компонента с идеальным балансом поверхностной прочности и прочности сердцевины.
Сводная таблица:
| Процесс | Ключевая особенность | Лучше всего подходит для |
|---|---|---|
| Науглероживание | Глубокий, твердый поверхностный слой; экономичность | Шестерни, валы, подшипники |
| Азотирование | Минимальные искажения; без закалки | Готовые детали с высокой точностью |
| Карбонитрирование | Сбалансированный контроль твердости и искажений | Баланс свойств и стоимости |
Нужна точная термическая обработка для ваших компонентов? Правильный метод цементации имеет решающее значение для производительности и долговечности детали. KINTEK специализируется на лабораторном оборудовании и расходных материалах для испытаний материалов и процессов термообработки. Наши эксперты могут помочь вам выбрать идеальное решение для достижения идеального баланса поверхностной твердости и вязкости сердцевины для вашего конкретного применения. Свяжитесь с нами сегодня, чтобы обсудить требования вашего проекта!
Визуальное руководство
Связанные товары
- Печь для спекания стоматологического фарфора и циркония, устанавливаемая у кресла пациента, с трансформатором
- Печь для спекания и пайки в вакууме
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Печь с сетчатым конвейером и контролируемой атмосферой
- Графитировочная печь сверхвысоких температур в вакууме
Люди также спрашивают
- Каково влияние различных процессов спекания на прочность на изгиб полупрозрачного монолитного диоксида циркония? Оптимизация прочности по сравнению с эффективностью
- Что такое процесс спекания в стоматологии? Превращение фрезерованного «мела» в прочные стоматологические реставрации
- Какова цена печи для спекания циркония? Инвестируйте в точность, а не просто в ценник
- Какие свойства стоматологических циркониевых деталей зависят от температуры спекания? Мастерская термической точности
- Какова основная функция печи для спекания в стоматологии? Превращение диоксида циркония в прочные коронки и мосты



















