По своей сути, процесс плавки в индукционной печи — это метод прямого нагрева. Переменный электрический ток пропускается через водоохлаждаемую медную катушку, которая генерирует мощное колеблющееся магнитное поле внутри тигля печи. Это магнитное поле индуцирует сильные электрические токи, известные как вихревые токи, непосредственно в металлической шихте, а естественное сопротивление металла этим токам генерирует интенсивное тепло, заставляя его быстро плавиться.
Ключевой вывод заключается в том, что индукционная плавка обходит традиционные методы нагрева. Вместо того чтобы нагревать печь для нагрева металла, она превращает сам металл в источник тепла, обеспечивая исключительную скорость и контроль, но требуя тщательного управления электрической нагрузкой и футеровкой печи.

Деконструкция индукционного процесса
Чтобы по-настоящему понять плавление, мы должны сначала рассмотреть ключевые компоненты и физику, которые их связывают. Процесс элегантен в своей простоте, но мощен в своем исполнении.
Основные компоненты
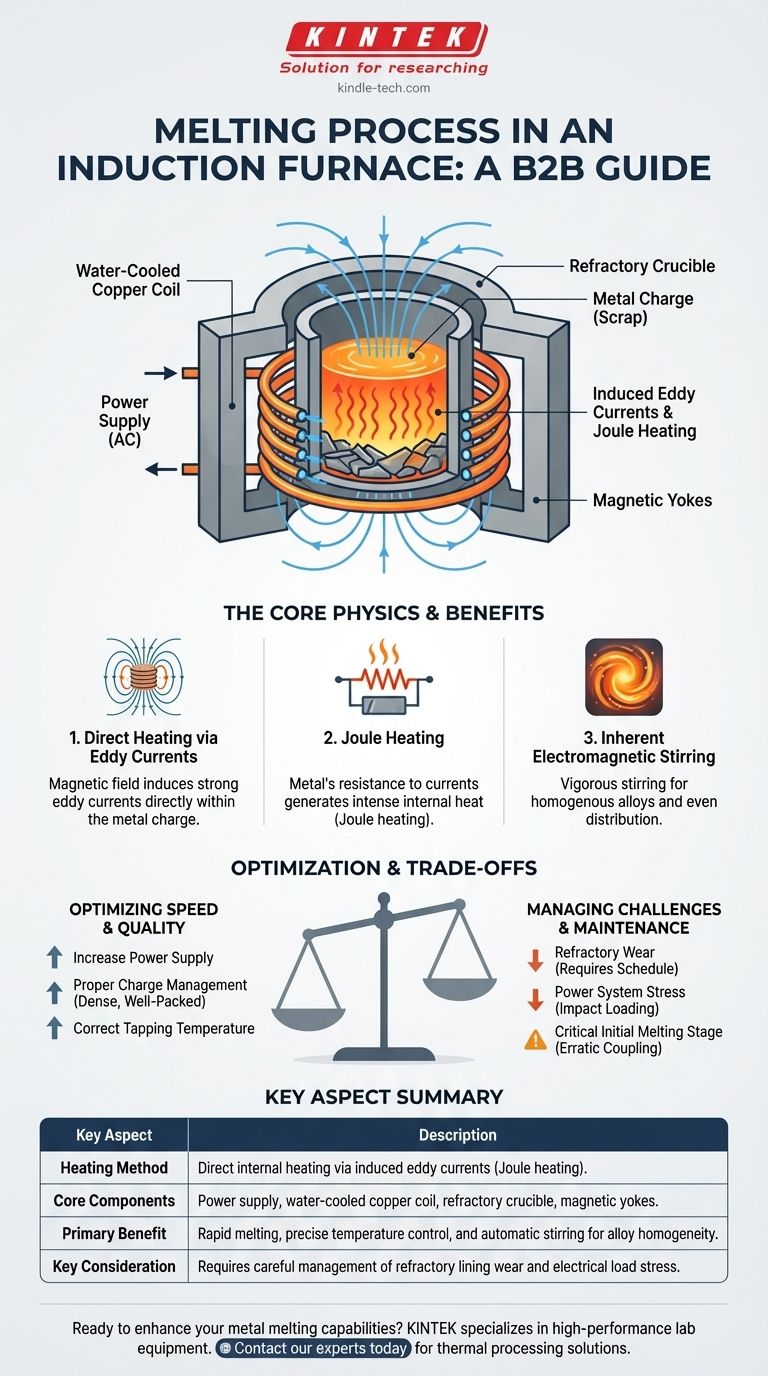
Печь представляет собой сборку из четырех основных частей, работающих согласованно.
- Источник питания подает переменный ток высокой частоты (AC), который питает всю систему.
- Водоохлаждаемая медная катушка принимает этот ток и генерирует мощное магнитное поле.
- Тигель, футерованный огнеупорным материалом, расположен внутри катушки и вмещает плавимый металл.
- Ярмовые магниты (шунты) — это магнитные экраны, окружающие катушку, которые концентрируют магнитное поле на шихте и защищают конструкцию печи.
Физика индукционного нагрева
Эффект нагрева является прямым результатом закона электромагнитной индукции Фарадея и джоулева нагрева. Переменный ток в катушке создает постоянно меняющееся магнитное поле.
Это магнитное поле проникает в проводящий металл, помещенный в тигель, индуцируя сильные вихревые токи, протекающие внутри металла.
Когда эти вихревые токи циркулируют в металле, они сталкиваются с присущим материалу электрическим сопротивлением. Это сопротивление преобразует электрическую энергию в тепло с невероятной скоростью, явление, известное как джоулев нагрев. Тепло генерируется *внутри* металла, а не передается из внешнего источника.
Внутренний эффект перемешивания
Вторичным, весьма полезным эффектом электромагнитного поля является интенсивное перемешивающее действие внутри ванны расплавленного металла. Эта сила обеспечивает постоянное перемешивание жидкого металла.
Это автоматическое перемешивание имеет решающее значение для создания однородных сплавов точного состава, поскольку оно равномерно распределяет все элементы по всему расплаву без механического вмешательства.
Оптимизация процесса плавки
Простого понимания процесса недостаточно; эффективная работа требует контроля ключевых переменных, которые напрямую влияют на скорость, качество и долговечность оборудования.
Факторы, влияющие на скорость плавки
Для увеличения скорости плавки можно настроить три основных рычага:
- Увеличение мощности: Источник питания большей мощности создаст более сильное магнитное поле, индуцируя большие вихревые токи и, следовательно, больше тепла.
- Правильное управление шихтой: Размер, форма и плотность металлолома (шихты) влияют на то, насколько эффективно он взаимодействует с магнитным полем. Плотная, хорошо упакованная шихта плавится эффективнее.
- Правильная температура выпуска (выпускаемой пробы): Перегрев расплавленного металла приводит к потере энергии и времени и может увеличить износ футеровки. Поддержание соответствующей температуры выпуска является ключом к максимальной производительности.
Критический начальный этап плавки
Начало цикла плавки является наиболее требовательным к оборудованию. Неравномерное распределение шихты может вызвать нерегулярное магнитное сцепление.
Это приводит к сильным скачкам нагрузки на источник питания, что может потенциально повредить чувствительные электронные компоненты, такие как тиристоры, если система не рассчитана на такие нагрузки.
Понимание компромиссов и технического обслуживания
Хотя индукционная плавка очень эффективна, она не лишена эксплуатационных проблем. Понимание ее ограничений так же важно, как и знание ее преимуществ.
Преимущество: точность и контроль
Поскольку тепло генерируется внутри металла, а процесс может быть замкнутым, индукционные печи обеспечивают беспрецедентный контроль. Это позволяет плавить в вакууме или инертной атмосфере, что необходимо для производства высокочистых металлов и сплавов, чувствительных к кислороду.
Проблема: износ футеровки
Футеровка тигля постоянно подвергается воздействию экстремальных температур и химических реакций с расплавленным металлом, что вызывает ее эрозию. Это требует строгого графика технического обслуживания и ремонта.
Небольшая эрозия или трещины могут потребовать только частичного ремонта, при котором поврежденные участки вычищаются и заполняются заново. Однако равномерная эрозия требует полной перефутеровки, более сложного процесса установки формы и уплотнения нового огнеупорного материала.
Риск: нагрузка на энергосистему
Высокий спрос на мощность печи и потенциал колебаний нагрузки, особенно в начале цикла, создают значительную нагрузку на электрическую систему. Надежный источник питания, рассчитанный на противодействие ударам, является не подлежащим обсуждению условием для надежной работы.
Принятие правильного решения для вашей цели
Ваши операционные приоритеты будут определять, на чем вы сосредоточите свое внимание при эксплуатации индукционной печи.
- Если ваш основной фокус — максимальная производительность: Отдавайте приоритет мощному источнику питания и дисциплинированной практике загрузки, которая обеспечивает плотную, однородную подачу лома.
- Если ваш основной фокус — качество сплава: Используйте электромагнитное перемешивание и рассмотрите печи, способные контролировать атмосферу для предотвращения загрязнения.
- Если ваш основной фокус — эксплуатационная надежность: Внедрите строгий график планового технического обслуживания футеровки и убедитесь, что ваш источник питания имеет достаточную мощность для ударных нагрузок.
Освоение индукционной плавки — это баланс между использованием ее мощной физики и уважением к ее эксплуатационным требованиям.
Сводная таблица:
| Ключевой аспект | Описание |
|---|---|
| Метод нагрева | Прямой внутренний нагрев через индуцированные вихревые токи (джоулев нагрев). |
| Основные компоненты | Источник питания, водоохлаждаемая медная катушка, огнеупорный тигель, магнитные ярмовые магниты. |
| Основное преимущество | Быстрая плавка, точный контроль температуры и автоматическое перемешивание для однородности сплава. |
| Ключевое соображение | Требует тщательного управления износом футеровки и нагрузкой на электрическую систему. |
Готовы улучшить свои возможности по плавке металла? KINTEK специализируется на высокопроизводительном лабораторном оборудовании и расходных материалах для всех ваших лабораторных нужд. Наш опыт в решениях для термической обработки может помочь вам достичь более быстрого времени плавки, превосходного качества сплавов и большей эксплуатационной надежности. Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как наши решения для индукционных печей могут способствовать вашему успеху!
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Печь для индукционной плавки в вакууме с нерасходуемым электродом
- Печь для индукционной плавки вакуумной дугой
- Печь с контролируемой атмосферой азота и водорода
Люди также спрашивают
- Какую роль играет индукционная вакуумная печь горячего прессования в спекании? Достижение плотности 98% в твердосплавных блоках
- Какую роль играет механическое давление при вакуумном диффузионном соединении вольфрама и меди? Ключи к прочному соединению
- Какую роль играет среда высокого вакуума при спекании композитов из графитовой пленки/алюминия? Оптимизируйте свое соединение
- Почему в печи вакуумного горячего прессования для изготовления мишеней IZO необходимо поддерживать среду высокого вакуума?
- Каково прикладное значение вакуумной горячей прессовой печи? Получение сложных карбидных керамик высокой плотности



















