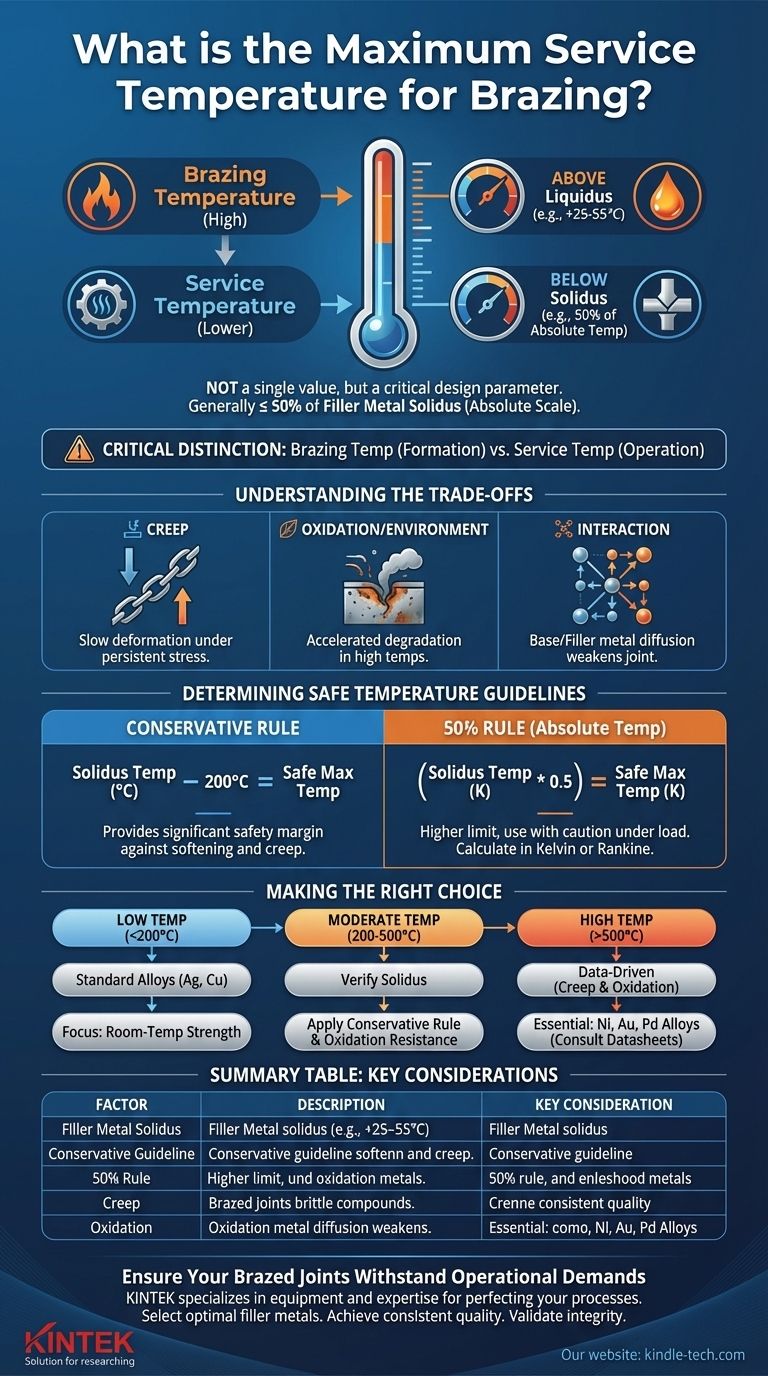
Максимальная рабочая температура паяного соединения не является единым значением, а представляет собой критический параметр конструкции, определяемый в первую очередь используемым припоем (BFM). Как правило, рабочая температура не должна превышать 50% от температуры солидуса (плавления) припоя, измеренной по абсолютной шкале, и часто должна быть еще ниже в зависимости от нагрузки и окружающей среды.
Надежность паяного соединения при высоких температурах зависит не только от температуры плавления припоя. Вы должны учитывать снижение прочности сплава, его сопротивление ползучести и поведение при окислении по мере приближения к температуре солидуса.

Критическое различие: температура пайки и рабочая температура
Чтобы обеспечить целостность соединения, необходимо понимать разницу между температурой, необходимой для создания соединения, и температурой, которую оно может выдерживать при конечном применении.
Определение температуры пайки
Температура пайки — это температура, до которой нагревается сборка, чтобы расплавить припой и сформировать соединение. Эта температура должна быть выше ликвидуса припоя — точки, при которой он полностью расплавлен. Обычная практика заключается в нагреве сборки как минимум на 25-55°C (50-100°F) выше ликвидуса для обеспечения надлежащего растекания и смачивания.
Определение рабочей температуры
Максимальная рабочая температура — это самая высокая температура, которую готовое соединение может выдержать во время эксплуатации без критической потери механической прочности или разрушения. Это фундаментально ограничено температурой солидуса припоя — точкой, при которой он начинает плавиться. По мере приближения рабочей температуры к солидусу припой размягчается и быстро теряет свою прочность.
Как определить безопасную рабочую температуру
Хотя всегда лучше проводить испытания для конкретного применения, существуют установленные инженерные рекомендации для оценки безопасной максимальной рабочей температуры.
Руководство "Солидус минус" (консервативное правило)
Широко используемое и консервативное эмпирическое правило состоит в том, чтобы поддерживать максимальную рабочую температуру по крайней мере на 200°C (приблизительно 390°F) ниже температуры солидуса припоя. Это обеспечивает значительный запас прочности против размягчения и ползучести.
Например, обычный припой на основе серебра BAg-7 имеет солидус 652°C (1205°F). Применение этого правила предполагает максимальную рабочую температуру около 452°C (815°F).
Правило 50% (абсолютная температура)
Другое руководство гласит, что рабочая температура не должна превышать 50% от температуры солидуса при измерении по абсолютной шкале (Кельвин или Ранкин).
- Для расчета в Кельвинах:
Макс. рабочая температура (°C) = [ (Температура солидуса °C + 273.15) * 0.5 ] - 273.15 - Для расчета в Ранкинах:
Макс. рабочая температура (°F) = [ (Температура солидуса °F + 459.67) * 0.5 ] - 459.67
Это правило часто дает более высокий температурный предел, чем консервативное руководство, и его следует использовать с осторожностью, особенно при высоких механических нагрузках.
Понимание компромиссов: помимо простых температурных правил
Опора только на расчет точки плавления недостаточна для критических применений. Истинная производительность паяного соединения при высоких температурах является балансом нескольких факторов.
Угроза ползучести
Ползучесть — это тенденция твердого материала к необратимой деформации под воздействием постоянного механического напряжения, даже ниже предела текучести. Это явление сильно зависит от температуры. По мере увеличения рабочей температуры сопротивление припоя ползучести уменьшается, и соединение под постоянной нагрузкой может медленно разрушаться со временем.
Влияние окисления и окружающей среды
Высокие температуры значительно ускоряют окисление и коррозию. Рабочая среда (например, воздух, выхлопные газы, вакуум) определяет, какой припой подходит. Припой, который прочен в инертной атмосфере, может быстро деградировать и разрушиться в окислительной среде при той же температуре. Именно поэтому никелевые и драгоценные сплавы используются для высокотемпературных аэрокосмических и промышленных применений.
Взаимодействие с основным металлом
В течение длительного времени при повышенных температурах атомы припоя и основного металла могут диффундировать друг в друга. Это может привести к образованию хрупких интерметаллических соединений внутри соединения, снижая его пластичность и сопротивление усталости от термических циклов.
Правильный выбор для вашей цели
Выбор правильного припоя требует соответствия его свойств вашим эксплуатационным требованиям.
- Если ваша основная задача — низкотемпературная эксплуатация (< 200°C / 400°F): Обычно достаточно стандартных серебряных или медных сплавов, поскольку доминирующей проблемой является механическая прочность при комнатной температуре.
- Если ваша основная задача — умеренно-температурная эксплуатация (200-500°C / 400-930°F): Вы должны тщательно проверить температуру солидуса припоя и применить консервативное правило "Солидус минус 200°C", а также учесть стойкость к окислению.
- Если ваша основная задача — высокотемпературная эксплуатация (> 500°C / 930°F): Ваше решение должно основываться на данных о прочности на ползучесть и стойкости к окислению, а не на простых температурах плавления. Никелевые, золотые или палладиевые припои необходимы, и обязательным является ознакомление с их техническими характеристиками.
В конечном итоге, проектирование долговечного паяного соединения заключается в понимании того, что рабочая среда диктует выбор материала.
Сводная таблица:
| Фактор | Описание | Ключевое соображение |
|---|---|---|
| Солидус припоя | Температура, при которой начинается плавление. | Рабочая температура должна быть значительно ниже солидуса. |
| Консервативное руководство | Рабочая температура ≤ Температура солидуса - 200°C (~390°F). | Обеспечивает запас прочности против размягчения. |
| Правило 50% (абсолютная температура) | Рабочая температура ≤ 50% от температуры солидуса (в Кельвинах/Ранкинах). | Часто дает более высокий предел; использовать с осторожностью под нагрузкой. |
| Ползучесть | Медленная деформация под напряжением при высоких температурах. | Критично для соединений под постоянной механической нагрузкой. |
| Окисление/Среда | Деградация от воздуха, газов или вакуума. | Определяет выбор подходящего сплава припоя. |
Убедитесь, что ваши паяные соединения выдерживают эксплуатационные требования
Проектирование надежной паяной сборки для высокотемпературной эксплуатации требует экспертных знаний в области материаловедения и специфических для применения задач. Неправильный выбор припоя может привести к преждевременному разрушению соединения, дорогостоящим простоям и угрозам безопасности.
KINTEK специализируется на предоставлении лабораторного оборудования и расходных материалов, необходимых для совершенствования ваших процессов пайки. Независимо от того, разрабатываете ли вы прототипы или оптимизируете производство, мы поставляем инструменты и опыт, чтобы помочь вам:
- Выбрать оптимальный припой для ваших температурных, нагрузочных и экологических требований.
- Достичь стабильных, высококачественных соединений с точным контролем температуры.
- Подтвердить целостность соединения для критически важных применений.
Не оставляйте производительность вашего соединения на волю случая. Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваши конкретные проблемы с пайкой и узнать, как KINTEK может поддержать успех вашей лаборатории.
Визуальное руководство