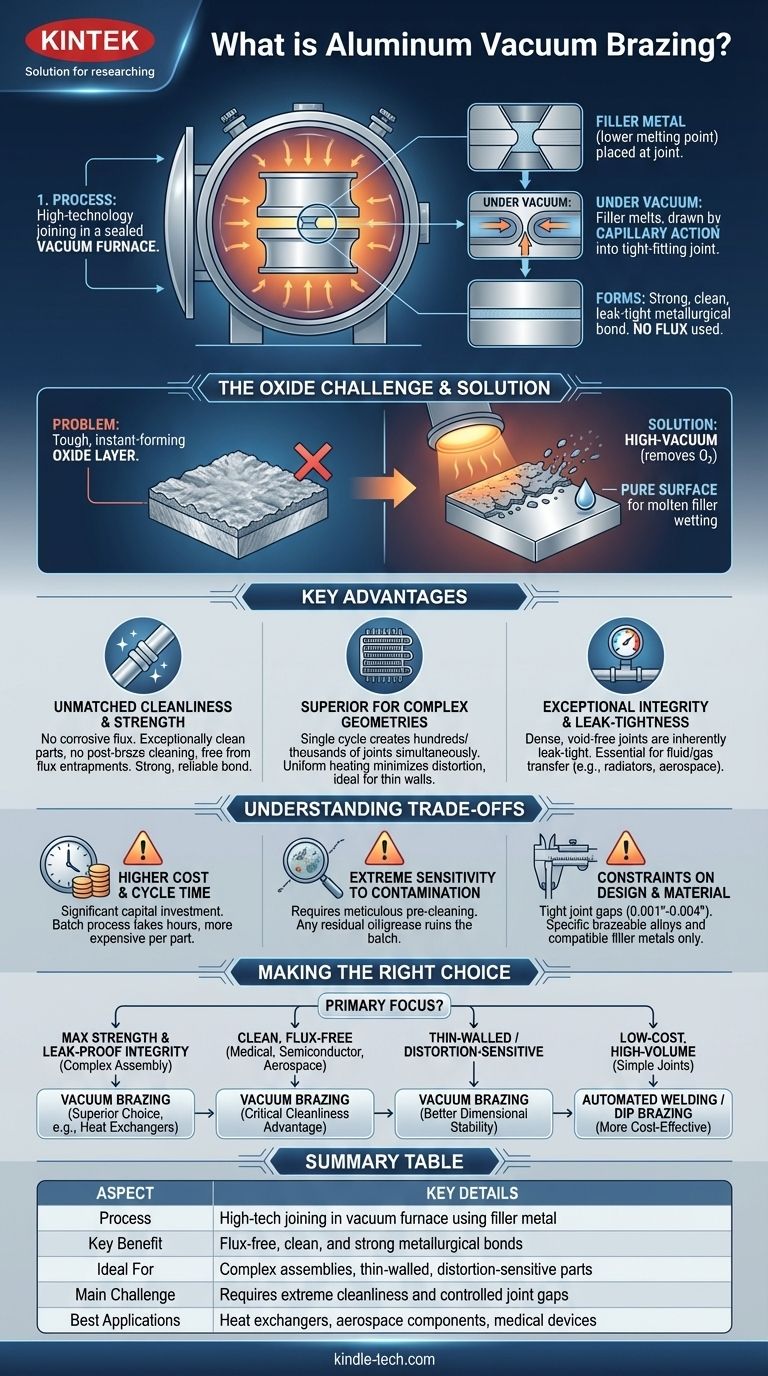
По своей сути, вакуумная пайка алюминия — это высокотехнологичный процесс соединения, используемый для создания прочного, постоянного соединения между алюминиевыми деталями внутри вакуумной печи. Процесс включает нагрев компонентов с присадочным металлом, который имеет более низкую температуру плавления, чем сам алюминий. В вакууме этот припой плавится и затягивается в плотно прилегающие соединения за счет капиллярного действия, образуя исключительно чистое, герметичное и металлургически прочное соединение без использования химического флюса.
Соединение алюминия представляет собой серьезную проблему из-за его прочного, мгновенно образующегося оксидного слоя. Вакуумная пайка алюминия преодолевает это не с помощью агрессивных химикатов, а используя среду высокого вакуума для удаления кислорода, что обеспечивает безупречное металлургическое соединение для сложных, высокопроизводительных узлов.
Как вакуумная пайка преодолевает проблему алюминия?
Чтобы понять ценность этого процесса, вы должны сначала понять фундаментальную проблему, которую он решает. Принципы просты, но имеют глубокие последствия для качества компонентов и свободы проектирования.
Критическая роль вакуума
Весь процесс происходит в герметичной камере, где давление снижается до почти идеального вакуума (обычно 10⁻⁵ Торр или ниже). Эта среда не просто контейнер; она является активной частью процесса.
Удаляя практически весь кислород, вакуум предотвращает окисление алюминиевых деталей при их нагреве. Это ключ к тому, почему процесс является "безфлюсовым".
Разрушение оксидного слоя
Даже в вакууме алюминиевые детали поступают в печь с уже существующим, стойким слоем оксида алюминия. Комбинация высокой температуры и вакуумной среды, часто при содействии небольших количеств магния в присадочном сплаве, действующего как "геттер" кислорода, приводит к разрушению и рассеиванию этого оксидного слоя.
Это открывает чистую, нетронутую поверхность алюминия, позволяя расплавленному припою правильно "смачивать" основной металл и создавать прочное соединение.
Присадочный металл и капиллярное действие
Специализированный алюминиево-кремниевый присадочный сплав, часто в виде тонкой фольги или пасты, помещается по краю соединения перед нагревом. Когда печь достигает точной температуры пайки — чуть ниже точки плавления основного алюминия — припой плавится.
Поскольку поверхности идеально чистые, расплавленный припой естественным образом затягивается в микроскопические зазоры между деталями за счет физического явления, называемого капиллярным действием, полностью заполняя соединение.
Ключевые преимущества перед традиционным соединением
Вакуумная пайка не является заменой для всех видов сварки или обычной пайки, но она предлагает явные преимущества для конкретных, требовательных применений.
Непревзойденная чистота и прочность
Поскольку не используется агрессивный флюс, готовые детали исключительно чистые и яркие, не требующие очистки после пайки. Полученное соединение свободно от включений флюса, которые могут вызывать пустоты, слабые места или будущую коррозию, что приводит к более прочному и надежному соединению.
Превосходно для сложных и деликатных геометрий
Один цикл в вакуумной печи может создать сотни или даже тысячи соединений одновременно на сложном узле, таком как теплообменник. Это невозможно при сварке, которая требует последовательного, точечного соединения. Равномерный нагрев также минимизирует деформацию, что делает его идеальным для тонкостенных компонентов.
Исключительная целостность соединения и герметичность
Процесс производит плотные, безпустотные соединения, которые по своей природе герметичны. Это является обязательным условием для применений, связанных с передачей жидкостей или газов, таких как радиаторы, охлаждающие пластины для электроники и топливопроводы аэрокосмической техники.
Понимание компромиссов
Ни один процесс не идеален для любой ситуации. Объективность требует признания ограничений вакуумной пайки алюминия.
Более высокая стоимость процесса и время цикла
Вакуумные печи представляют собой значительные капитальные вложения, а сам процесс — включающий откачку, нагрев, пайку и контролируемое охлаждение — является пакетным процессом, который занимает несколько часов. Это делает его более дорогим за деталь, чем большинство крупносерийных сварочных операций.
Чрезвычайная чувствительность к загрязнениям
Успех безфлюсовой пайки полностью зависит от чистоты компонентов. Любые остаточные масла, смазки или другие поверхностные загрязнения могут выделяться в вакууме, испортив всю партию. Это требует тщательного процесса предварительной очистки.
Ограничения по конструкции и материалу
Соединения должны быть спроектированы с узкими, контролируемыми зазорами (обычно 0,001" - 0,004") для обеспечения надлежащего капиллярного действия. Кроме того, могут использоваться только определенные "паяемые" марки алюминиевых сплавов, а присадочный металл должен быть совместим с основным материалом.
Правильный выбор для вашего применения
Выбор правильного метода соединения требует согласования возможностей процесса с вашими основными целями проектирования и производительности.
- Если вашей основной целью является максимальная прочность и герметичность для сложного узла: Вакуумная пайка алюминия является превосходным выбором, особенно для таких деталей, как многоканальные теплообменники.
- Если вашей основной целью является производство чистых, безфлюсовых компонентов для медицинского, полупроводникового или аэрокосмического применения: Присущая вакуумной пайке чистота является критическим преимуществом, которое позволяет избежать потенциального загрязнения.
- Если вашей основной целью является соединение тонкостенных или чувствительных к деформации деталей: Равномерный, контролируемый нагрев вакуумной пайки обеспечивает гораздо лучшую стабильность размеров, чем локализованная сварка.
- Если вашей основной целью является недорогое, крупносерийное производство простых соединений: Автоматическая сварка или пайка погружением могут быть более экономичным решением.
Понимая принципы и компромиссы, вы можете использовать вакуумную пайку алюминия для достижения уровня качества и сложности конструкции, недостижимого традиционными методами.
Сводная таблица:
| Аспект | Ключевые детали |
|---|---|
| Процесс | Высокотехнологичное соединение в вакуумной печи с использованием присадочного металла |
| Ключевое преимущество | Безфлюсовые, чистые и прочные металлургические соединения |
| Идеально для | Сложных узлов, тонкостенных, чувствительных к деформации деталей |
| Основная проблема | Требует исключительной чистоты и контролируемых зазоров в соединении |
| Лучшие применения | Теплообменники, аэрокосмические компоненты, медицинские устройства |
Готовы повысить качество ваших алюминиевых компонентов с помощью прецизионной вакуумной пайки?
В KINTEK мы специализируемся на передовом лабораторном оборудовании и расходных материалах, которые поддерживают высокопроизводительные процессы соединения, такие как вакуумная пайка алюминия. Наш опыт помогает производителям в аэрокосмической, медицинской и электронной промышленности достигать превосходной целостности и чистоты соединений без загрязнения флюсом.
Свяжитесь с нами сегодня, чтобы обсудить, как наши решения могут оптимизировать ваш процесс пайки и обеспечить прочные, герметичные узлы, которые требуются для ваших применений.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Алюминированная керамическая испарительная лодочка для нанесения тонких пленок
- Набор керамических лодочек для испарения, глиноземный тигель для лабораторного использования
- Вакуумная печь для спекания зубной керамики
- Инженерные передовые тонкие керамические тигли из оксида алюминия Al2O3 с крышкой, цилиндрические лабораторные тигли
Люди также спрашивают
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере
- Как паять печь? Руководство по высокопроизводительному, точному соединению металлов
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки





