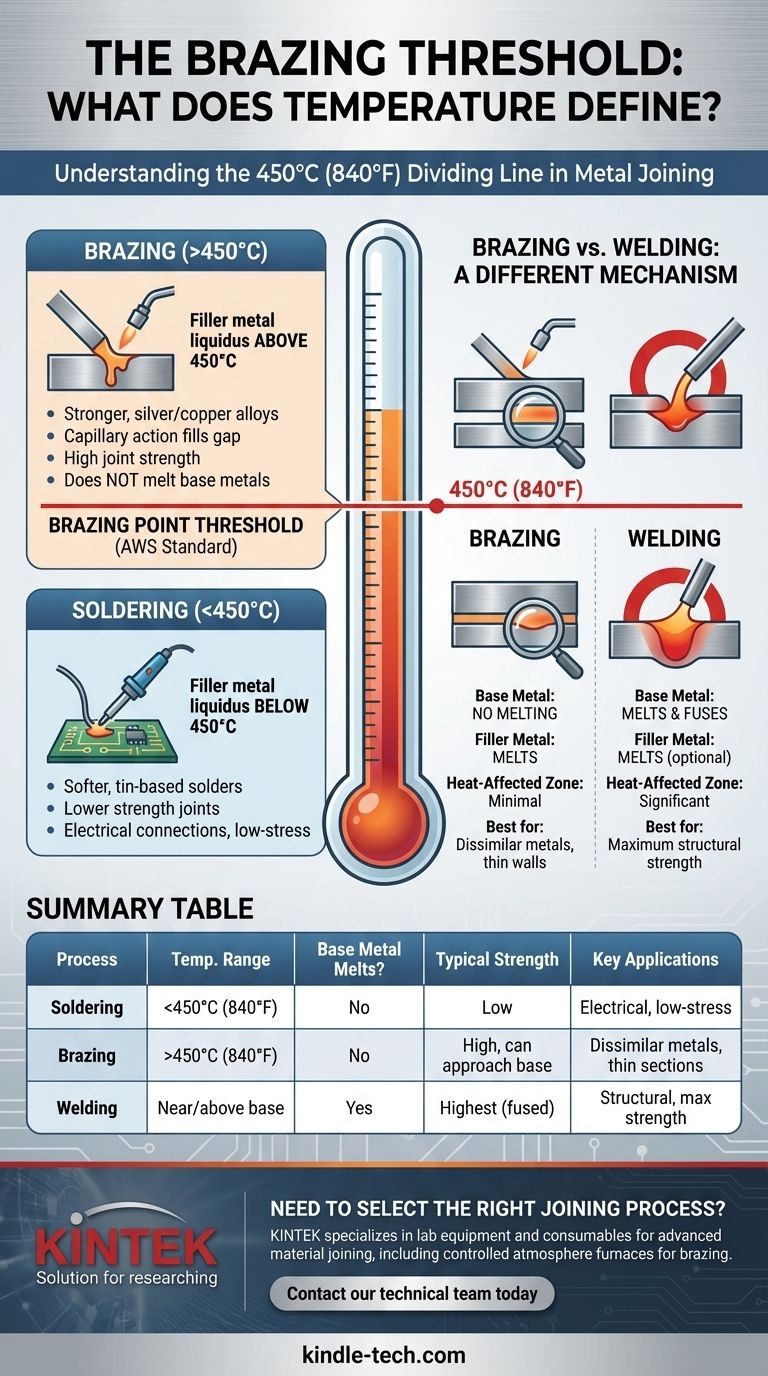
Чтобы процесс был классифицирован как твердая пайка (brazing), он должен использовать присадочный металл, температура ликвидуса которого превышает 450°C (840°F). Этот конкретный порог, установленный Американским сварочным обществом (American Welding Society), является международно признанной разделительной линией между твердой пайкой и низкотемпературным процессом мягкой пайки (soldering). Однако сама температура — это лишь часть истории; это маркер принципиально иного класса материалов и прочности соединений.
Основное различие заключается не просто в температуре, а в том, что она позволяет. Твердая пайка работает в «идеальной зоне», достаточно горячей для использования прочных, высокоэффективных присадочных сплавов, но достаточно прохладной для соединения металлов без их плавления и потенциального повреждения, в отличие от сварки.
Определяющая граница: Твердая пайка против Мягкой пайки
Наиболее частая причина путаницы — разница между мягкой пайкой и твердой пайкой. Хотя они выглядят похоже, температурный порог создает четкое разделение как в процессе, так и в результате.
Порог 450°C (840°F)
Это формальное определение. Любой процесс соединения, использующий присадочный металл, который плавится ниже этой точки, является мягкой пайкой (soldering). Любой процесс, использующий присадочный металл, который плавится выше этой точки (но ниже температуры плавления основных металлов), является твердой пайкой (brazing).
Это не произвольная линия. Она соответствует значительному сдвигу в типах используемых присадочных сплавов: от более мягких припоев на основе олова к более прочным припоям на основе серебра и меди для твердой пайки.
Как работает присадочный металл
И твердая пайка, и мягкая пайка полагаются на капиллярное действие. Это физическое явление, при котором жидкость втягивается в узкое пространство даже против силы тяжести.
Для прочного соединения зазор между двумя основными металлическими частями должен быть точно контролируемым. Нагретый присадочный металл затем плавится, втягивается в этот зазор и скрепляет поверхности основных металлов при остывании.
Различия в прочности и применении
Более высокие температуры твердой пайки позволяют использовать присадочные металлы со значительно более высокой прочностью. Правильно выполненное соединение твердой пайкой может иметь предел прочности на растяжение, приближающийся к прочности соединяемых основных металлов, а иногда и превышающий ее.
Соединения, выполненные мягкой пайкой, напротив, намного слабее. Они подходят для электрических соединений или сантехники с низким уровнем нагрузки, но не используются в конструкционных приложениях, где прочность является основной проблемой.
Твердая пайка против Сварки: Различный механизм
Другой основной процесс соединения — сварка, которую часто путают с твердой пайкой, но она работает на совершенно ином принципе.
Плавление против Неплавления основного металла
Это самое критическое различие. При сварке кромки основных металлов расплавляются и сплавляются вместе, часто с добавлением расплавленного присадочного материала. Конечным соединением является сплошной, затвердевший кусок того же (или очень похожего) металла.
При твердой пайке плавится только присадочный металл. Основные металлы нагреваются, но никогда не достигают своей точки плавления. Твердая пайка, по сути, действует как очень сильный металлический клей, скрепляя детали без изменения их основного состояния.
Влияние на свойства материала
Поскольку сварка связана с гораздо более высокими локальными температурами, она создает значительную зону, подверженную термическому влиянию (HAZ). Это может изменить закалку, твердость и внутренние напряжения основных металлов, иногда ослабляя их.
Твердая пайка использует более низкий, более равномерно распределенный нагрев. Это делает ее идеальным процессом для соединения термообработанных компонентов, тонкостенных трубок или разнородных металлов (например, меди со сталью), которые трудно сварить вместе.
Понимание компромиссов
Несмотря на свою мощность, твердая пайка не является универсальным решением. Успех зависит от понимания ее специфических требований и ограничений.
«Зазор» имеет решающее значение
Капиллярное действие работает только при правильном зазоре между деталями. Слишком широкий зазор не позволит присадочному металлу втянуться и полностью заполнить соединение. Слишком узкий зазор помешает присадочному металлу вообще проникнуть внутрь.
Чистота основного металла
Твердая пайка очень чувствительна к поверхностным загрязнениям, таким как масла, смазки и оксиды. Поверхности должны быть тщательно очищены перед нагревом. Почти всегда требуется химический флюс или контролируемая бескислородная атмосфера, чтобы предотвратить повторное окисление во время нагрева и помочь присадочному металлу течь.
Ограничение прочности
Хотя соединение, выполненное твердой пайкой, очень прочное, его конечная прочность обычно ограничивается пределом прочности самого присадочного сплава на сдвиг. Для применений, требующих максимальной конструкционной целостности, правильно выполненная сварка почти всегда создаст более прочное соединение.
Выбор правильного процесса для вашего проекта
Выбор правильного процесса требует согласования метода с уникальными требованиями вашего применения.
- Если ваш основной акцент делается на соединении разнородных металлов или тонких секций: Твердая пайка — идеальный выбор благодаря меньшему тепловыделению и способности скреплять разные материалы без их плавления.
- Если ваш основной акцент делается на максимальной прочности и целостности соединения: Сварка обеспечивает максимально прочное соединение путем сплавления основных металлов в единое целое.
- Если ваш основной акцент делается на электропроводности или герметизации при низких нагрузках: Мягкая пайка — правильный и экономичный процесс, позволяющий избежать теплового повреждения чувствительных компонентов.
В конечном счете, понимание роли температуры позволяет выбрать процесс, который наилучшим образом сочетает прочность, целостность материала и сложность для достижения вашей цели.
Сводная таблица:
| Процесс | Диапазон температур | Плавление основного металла? | Типичная прочность соединения | Основные области применения |
|---|---|---|---|---|
| Мягкая пайка (Soldering) | Ниже 450°C (840°F) | Нет | Низкая | Электрические соединения, сантехника с низким уровнем нагрузки |
| Твердая пайка (Brazing) | Выше 450°C (840°F) | Нет | Высокая, может приближаться к прочности основного металла | Соединение разнородных металлов, тонких секций, термочувствительных компонентов |
| Сварка (Welding) | Около/выше точки плавления основного металла | Да | Самая высокая (сплавленные основные металлы) | Конструкционные применения, требующие максимальной прочности |
Необходимо выбрать правильный процесс соединения для ваших материалов?
Понимание критической разницы в температуре между твердой пайкой, мягкой пайкой и сваркой является ключом к достижению прочных, надежных соединений без повреждения ваших компонентов. KINTEK специализируется на предоставлении точного лабораторного оборудования и расходных материалов, необходимых для передовых процессов соединения металлов, включая печи с контролируемой атмосферой, идеально подходящие для твердой пайки.
Наши эксперты могут помочь вам выбрать правильные инструменты для обеспечения оптимального контроля температуры, чистоты и целостности соединения для вашего конкретного проекта. Позвольте нам помочь вам добиться превосходных результатов.
Свяжитесь с нашей технической командой сегодня, чтобы обсудить потребности вашего применения!
Визуальное руководство