Для пайки нержавеющей стали необходимо использовать присадочный металл и метод, предназначенные для преодоления прочного защитного оксидного слоя этого материала. К распространенным присадочным металлам относятся сплавы на основе серебра, меди и никеля. Успех полностью зависит от удаления поверхностных оксидов, чего можно добиться либо с помощью химического флюса, либо путем использования контролируемой атмосферы в печи.
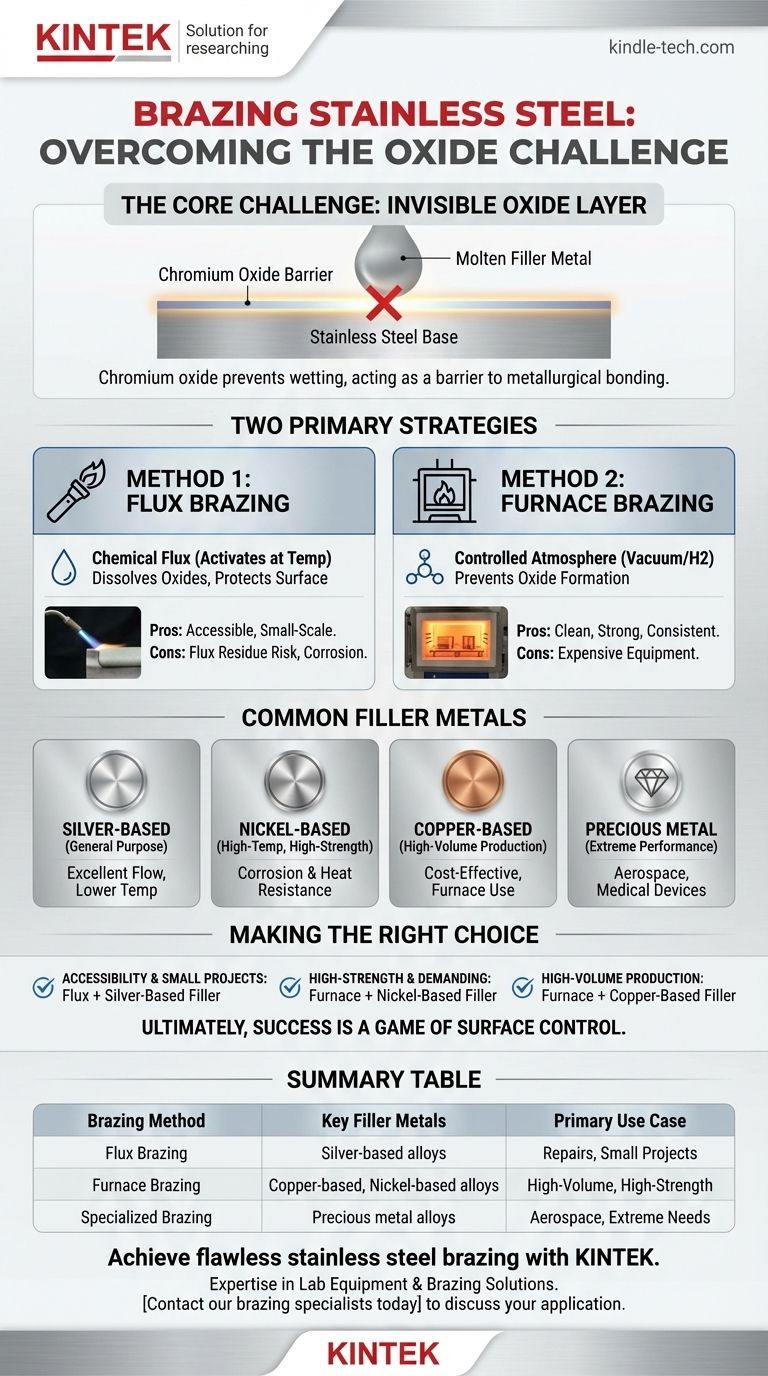
Основная проблема пайки нержавеющей стали заключается не в самой стали, а в невидимом слое оксида хрома на ее поверхности. Ваш выбор присадочного металла и процесса должен быть полностью сосредоточен на преодолении этого барьера для достижения прочного и надежного соединения.

Основная проблема: преодоление оксидного слоя
Пайка работает за счет создания металлургической связи между присадочным металлом и основными металлами. Чтобы это произошло, жидкий припой должен иметь возможность «смачивать» и растекаться по поверхностям деталей. С нержавеющей сталью этот фундаментальный шаг сопряжен с уникальными трудностями.
Что делает нержавеющую сталь сложной?
Коррозионная стойкость нержавеющей стали обусловлена содержанием хрома. Этот хром легко вступает в реакцию с кислородом, образуя очень стабильный, пассивный и самовосстанавливающийся слой оксида хрома на поверхности.
Хотя этот оксидный слой отлично предотвращает ржавчину, он действует как барьер, который мешает жидкому припою контактировать с основной сталью. Такие элементы, как титан, марганец и никель, могут дополнительно усложнять этот оксидный слой.
Принцип «смачивания»
«Смачивание» — это способность жидкости сохранять контакт с твердой поверхностью. Правильное смачивание является обязательным условием для успешного паяного соединения.
Оксидная пленка на нержавеющей стали препятствует смачиванию. Расплавленный присадочный металл будет просто собираться в капли на поверхности, как вода на вощеном автомобиле, вместо того чтобы растекаться и затекать в соединение. Следовательно, любая успешная стратегия пайки нержавеющей стали должна сначала решить проблему оксида.
Выбор метода пайки и материалов
Ваш подход к преодолению оксидного слоя определит процесс и материалы, которые вы будете использовать. Существует две основные стратегии: использование химического флюса или контроль атмосферы.
Распространенные присадочные металлы для нержавеющей стали
Может использоваться широкий спектр присадочных металлов, выбор которых зависит от требований к температуре, прочности и коррозионной стойкости при применении.
- Припои на основе серебра: Очень распространены для общего назначения и применений при более низких температурах. Они обладают превосходными характеристиками текучести.
- Припои на основе никеля: Используются для высокотемпературных применений и применений, требующих высокой прочности, обеспечивая превосходную коррозионную и термостойкость.
- Припои на основе меди: Часто используются при печной пайке в контролируемых атмосферах. Они экономичны для крупносерийного производства.
- Припои из драгоценных металлов (например, золото, палладий): Используются в узкоспециализированных применениях, требующих экстремальной производительности, например, в аэрокосмической или медицинской технике.
Метод 1: Пайка с флюсом
Для пайки горелкой или индукционной пайки на открытом воздухе требуется химический флюс. Флюс — это химическая смесь, которая активируется при температурах пайки.
Его задача — растворить оксиды нержавеющей стали и защитить поверхность от повторного окисления при нагреве, позволяя присадочному металлу смачивать чистую сталь под ним.
Метод 2: Печная пайка
Печная пайка устраняет необходимость в флюсе за счет контроля среды вокруг деталей. Нагревая узел в специальной печи, можно предотвратить образование оксидов в первую очередь.
Обычно это делается в вакууме или в контролируемой атмосфере определенных газов (например, водорода). Высокая температура и отсутствие кислорода позволяют присадочному металлу чисто смачивать поверхности.
Понимание компромиссов
Выбор между пайкой с флюсом и печной пайкой сопряжен со значительными компромиссами в сложности, стоимости и конечном качестве.
Пайка с флюсом: плюсы и минусы
Этот метод более доступен для работ в небольших масштабах. Однако сам флюс может вызвать проблемы. Если флюс не будет полностью удален после пайки, остатки флюса могут удерживать загрязнения и вызывать коррозию в готовом соединении.
Печная пайка: плюсы и минусы
Этот процесс дает исключительно чистые, прочные и однородные соединения без остатков флюса, требующих очистки. Он идеально подходит для сложных узлов и крупносерийного производства. Основным недостатком является требование дорогостоящего и сложного печного оборудования.
Принятие правильного решения для вашего применения
Ваше окончательное решение должно основываться на конкретных требованиях вашего проекта к прочности, чистоте и объему производства.
- Если ваш основной акцент делается на доступности для ремонта или небольших проектов: Самым прямым подходом является использование горелки, присадочного металла на основе серебра и высококачественного черного флюса, предназначенного для нержавеющей стали.
- Если ваш основной акцент делается на высокопрочных соединениях для сложных применений: Присадочный металл на основе никеля, применяемый методом вакуумной печной пайки, обеспечивает превосходную производительность и надежность.
- Если ваш основной акцент делается на крупносерийном, экономически эффективном производстве: Печная пайка с присадочным металлом на основе меди является устоявшимся промышленным стандартом для многих применений.
В конечном счете, успешная пайка нержавеющей стали — это игра по контролю поверхности.
Сводная таблица:
| Метод пайки | Основные присадочные металлы | Основной вариант использования |
|---|---|---|
| Пайка с флюсом | Сплавы на основе серебра | Ремонт, небольшие проекты, общее назначение |
| Печная пайка | Сплавы на основе меди, никеля | Крупносерийное производство, высокопрочные, высокотемпературные применения |
| Специализированная пайка | Сплавы драгоценных металлов (например, золото) | Аэрокосмическая отрасль, медицинские приборы, экстремальные требования к производительности |
Достигните безупречной пайки нержавеющей стали с KINTEK.
Независимо от того, разрабатываете ли вы новый продукт или оптимизируете производственную линию, выбор правильных паяльных материалов и метода имеет решающее значение для прочности и целостности соединения. KINTEK специализируется на предоставлении высококачественного лабораторного оборудования и расходных материалов, включая печные системы и паяльные сплавы, необходимые для точных и воспроизводимых результатов.
Наши эксперты могут помочь вам разобраться в сложностях управления оксидным слоем, чтобы ваш процесс пайки был эффективным, экономически выгодным и надежным.
Свяжитесь с нашими специалистами по пайке сегодня, чтобы обсудить ваше конкретное применение и узнать, как KINTEK может поддержать успех вашей лаборатории.
Визуальное руководство