Определение правильной температуры пайки — это вопрос наблюдения, а не догадок. Самым надежным визуальным индикатором является паяльный флюс. Когда флюс, нанесенный на обрабатываемую деталь, перестает пузыриться и становится совершенно прозрачным и жидким, как вода, основной металл достиг нужной температуры для принятия присадочного металла.
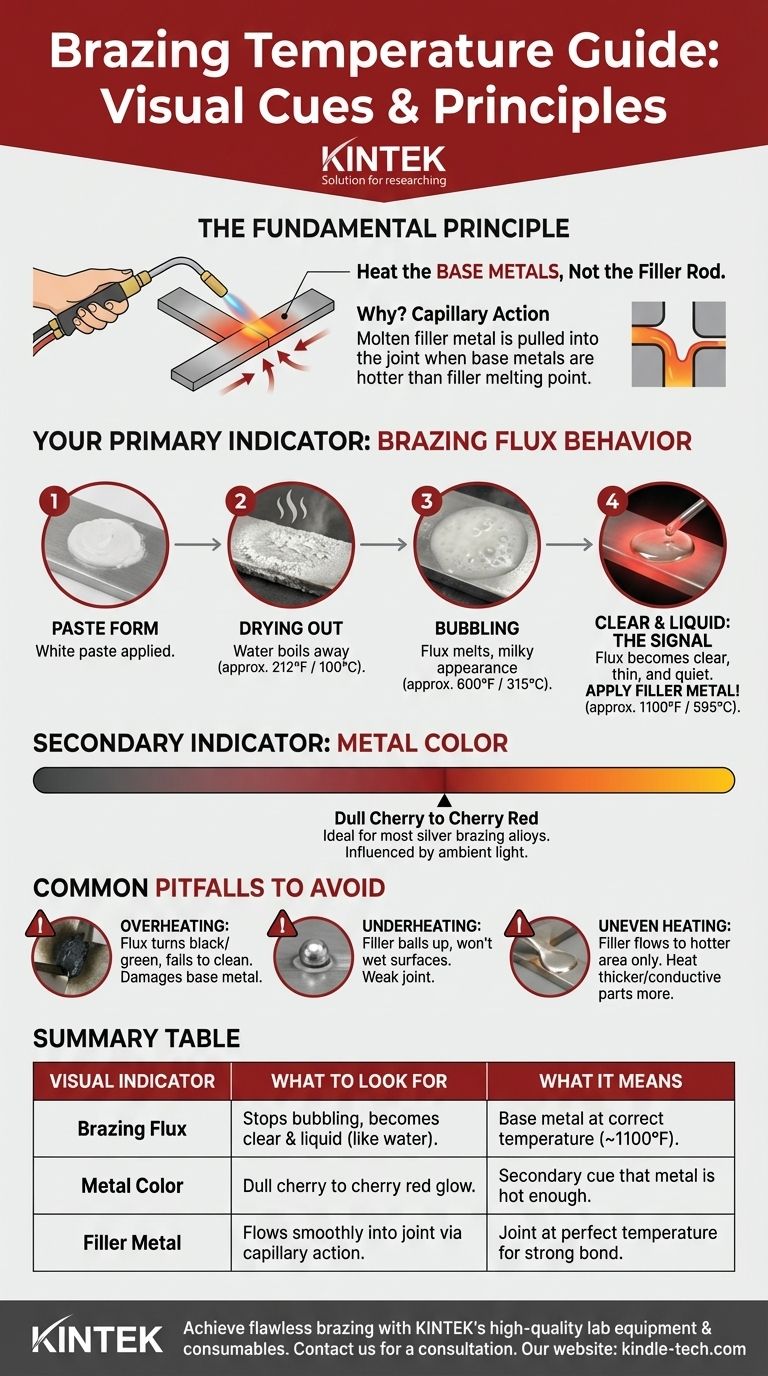
Основной принцип пайки заключается в нагреве основных металлов, а не присадочного прутка. Само соединение должно быть достаточно горячим, чтобы расплавить присадочный металл при контакте, позволяя капиллярному действию затянуть его для прочного соединения. Ваш флюс — это самый точный термометр, который у вас есть.

Основной принцип: Пусть основной металл выполняет работу
Пайка создает прочную металлургическую связь, но только при правильном управлении температурой и процессом нагрева. Понимание «почему» процесса имеет решающее значение.
Почему температура — это всё
Успешная пайка зависит от капиллярного действия — силы, которая затягивает расплавленный присадочный металл в узкое пространство между вашими деталями. Это может произойти только тогда, когда поверхности основных металлов горячее, чем точка плавления вашего присадочного материала.
Если основной металл слишком холодный, присадочный пруток просто расплавится от тепла горелки, соберется в шарик и не сможет затечь в соединение. Это приведет к слабому соединению без проплавления.
Роль горелки
Назначение горелки — равномерно и тщательно нагревать основные металлы. Никогда не направляйте пламя непосредственно на присадочный пруток, чтобы расплавить его.
Представьте основной металл как сковороду, а присадочный металл — как масло. Вы нагреваете сковороду, и сковорода равномерно плавит масло по всей ее поверхности. Вы бы никогда не направили газовую горелку на кусок масла, пытаясь покрыть холодную сковороду.
Считывание визуальных сигналов: Флюс и цвет
Ваши глаза — лучшие инструменты для оценки температуры. Вы должны научиться считывать два основных индикатора: состояние флюса и цвет нагретого металла.
Ваш основной индикатор: Поведение паяльного флюса
Флюс — ваш самый надежный ориентир. При нагревании он проходит несколько различных визуальных стадий, предоставляя четкую дорожную карту к правильной температуре пайки.
- Пастообразная форма: Флюс наносится в виде белой пасты.
- Высыхание: При нагревании вода во флюсе испаряется (около 100°C / 212°F), оставляя сухой, корочковатый белый налет.
- Пузырение: При дальнейшем повышении температуры (около 315°C / 600°F) флюс начинает пузыриться и плавиться, приобретая молочный оттенок.
- Прозрачный и жидкий: Наконец, когда металл приближается к температуре пайки (около 595°C / 1100°F), флюс становится совершенно прозрачным, тонким и спокойным. Он будет выглядеть как слой воды на металле. Это сигнал к нанесению присадочного металла.
Ваш вторичный индикатор: Цвет металла
Видимый цвет нагретого металла также является полезным, хотя и менее точным, индикатором. На его внешний вид может влиять окружающее освещение в вашей рабочей зоне.
Для большинства распространенных серебряных паяльных сплавов вам нужен тусклый вишневый или вишнево-красный оттенок металла. Если металл ярко-оранжевый или желтый, вы, вероятно, значительно превысили необходимую температуру.
Распространенные ошибки, которых следует избегать
Достижение правильной температуры — это баланс. Как перегрев, так и недостаточный нагрев могут поставить под угрозу целостность вашего соединения.
Опасность перегрева
Приложение слишком большого количества тепла — распространенная ошибка, которая может испортить вашу работу.
Перегрев разрушает флюс, заставляя его чернеть или зеленеть. В этот момент он теряет способность очищать металл и защищать его от окисления, препятствуя течению присадочного материала. Это также может повредить сами основные металлы.
Проблема недостаточного нагрева
Если соединение недостаточно горячее, присадочный металл не «смачит» поверхности. Он откажется течь в соединение, вместо этого собираясь бусинками на поверхности, куда вы его наносите. Это приводит к слабому соединению, которому не хватает прочности настоящей пайки.
Ошибка неравномерного нагрева
Обе соединяемые детали должны достичь целевой температуры одновременно. Если одна часть горячее другой, присадочный металл будет течь исключительно в сторону более горячей области, лишая более холодную сторону соединения необходимого тепла.
При соединении металлов разной толщины или типа (например, меди и стали) всегда уделяйте больше тепла более толстому или более теплопроводному элементу.
Практический контрольный список для вашей следующей пайки
Используйте эти рекомендации для диагностики проблем и обеспечения успешного результата.
- Если присадочный металл собирается в шарики и не течет: Ваш основной металл недостаточно горячий. Уберите присадочный пруток, продолжайте нагревать основной металл, пока флюс не станет полностью прозрачным и жидким, затем снова введите пруток.
- Если флюс чернеет до того, как вы применили присадочный материал: Вы перегреваете соединение. Уберите тепло, дайте соединению немного остыть и приближайтесь к целевой температуре медленнее и с более мягким пламенем.
- При пайке разнородных металлов (например, меди и стали): Сосредоточьте большую часть тепла на металле с более высокой теплопроводностью (в данном случае медь), чтобы обе детали достигли температуры одновременно.
Доверяйте флюсу, нагревайте деталь, а не пруток, и вы добьетесь идеальной пайки.
Сводная таблица:
| Визуальный индикатор | Что искать | Что это означает |
|---|---|---|
| Паяльный флюс | Перестает пузыриться, становится прозрачным и жидким, как вода. | Основной металл имеет правильную температуру пайки (~595°C / 1100°F). |
| Цвет металла | Тусклое вишневое или вишнево-красное свечение. | Вторичный индикатор того, что металл достаточно горячий (для серебряной пайки). |
| Присадочный металл | Плавно затекает в соединение за счет капиллярного действия. | Соединение имеет идеальную температуру для прочного сцепления. |
Добивайтесь безупречных, высокопрочных паяных соединений каждый раз с правильным оборудованием и опытом.
KINTEK специализируется на предоставлении высококачественного лабораторного оборудования и расходных материалов для всех ваших нужд в области термической обработки. Независимо от того, занимаетесь ли вы исследованиями и разработками, производством или техническим обслуживанием, наши паяльные горелки, печи и решения для контроля температуры разработаны для обеспечения точности и надежности.
Позвольте нам помочь вам оптимизировать процесс пайки для достижения превосходных результатов. Свяжитесь с нашими экспертами сегодня для получения индивидуальной консультации и узнайте, как KINTEK может способствовать успеху вашей лаборатории.
Визуальное руководство