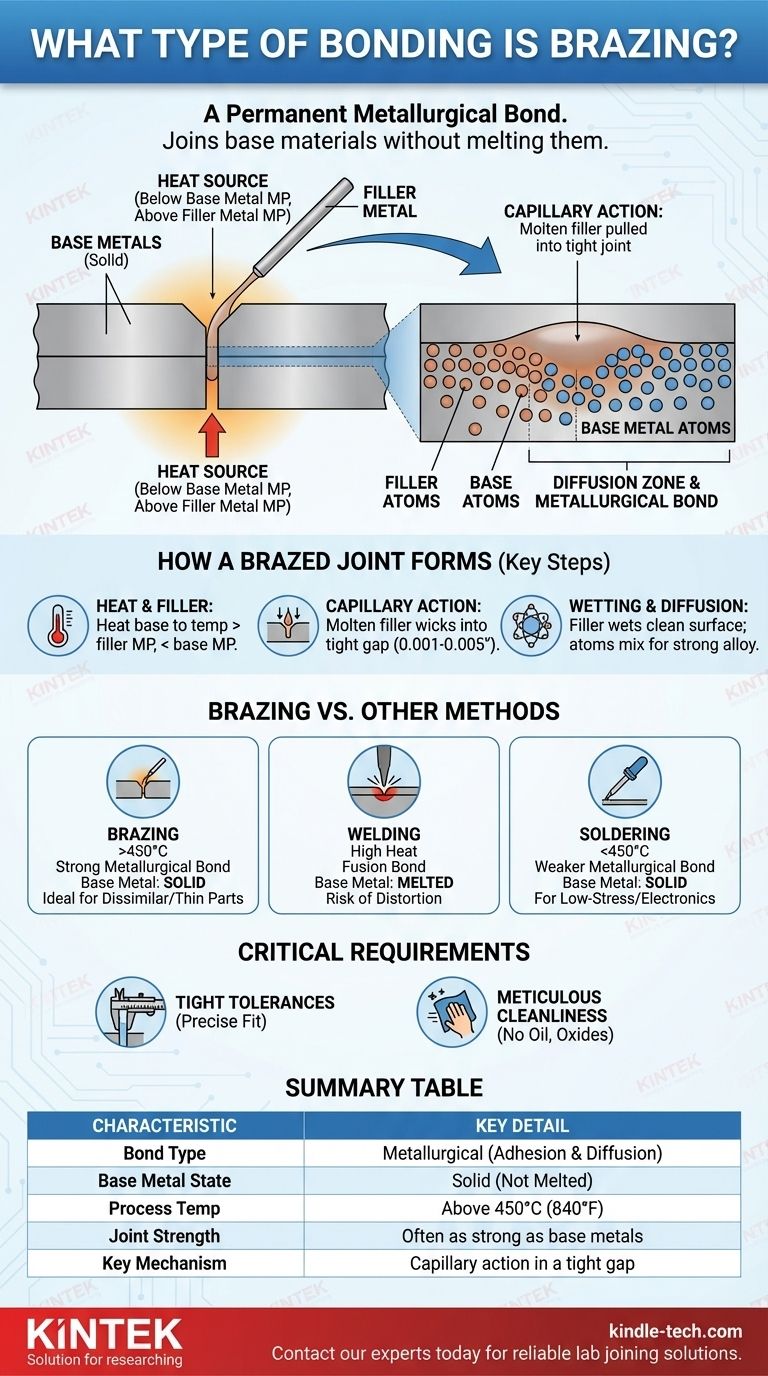
Пайка твердым припоем создает постоянное металлургическое соединение с использованием присадочного металла, который плавится и течет между двумя плотно подогнанными деталями. Этот процесс соединяет основные (базовые) материалы, не расплавляя их, а полагаясь на взаимодействие на атомном уровне между расплавленным припоем и твердыми основными металлами для формирования прочной, непрерывной связи.
Основной принцип пайки твердым припоем — это не плавление, а адгезия и диффузия. Расплавленный присадочный металл затягивается в плотное соединение за счет капиллярного действия, где он «смачивает» поверхности основного металла и образует новый, прочный сплав на границе раздела.

Как формируется соединение, паянное твердым припоем
Пайка твердым припоем — это сложный процесс, который использует специфические физические и химические принципы для создания соединения, которое часто столь же прочно, как и соединяемые материалы. Понимание каждого шага показывает, почему это такой надежный метод соединения.
Роль тепла и присадочного металла
Весь процесс начинается с нагрева основных металлов (соединяемых деталей) до определенной температуры пайки твердым припоем.
Критически важно, что эта температура всегда ниже температуры плавления основных металлов, но выше температуры плавления выбранного присадочного металла. Это различие является определяющей характеристикой пайки твердым припоем.
Капиллярное действие: движущая сила
Как только основные металлы достигают нужной температуры, присадочный металл вводится в соединение. Он мгновенно плавится и затягивается в небольшой зазор между деталями посредством силы, известной как капиллярное действие.
Это тот же физический принцип, который заставляет бумажное полотенце впитывать воду. Чтобы он работал эффективно, зазор между деталями, или зазор соединения, должен быть точно контролируемым.
Смачивание и диффузия: металлургическое соединение
Когда расплавленный припой заполняет соединение, он должен «смочить» поверхности основных металлов. Смачивание — это способность жидкости поддерживать контакт с твердой поверхностью.
Для обеспечения надлежащего смачивания основные металлы должны быть идеально чистыми, поэтому часто используется химический флюс. Флюс удаляет оксиды и предотвращает образование новых во время нагрева, подготавливая поверхность к скреплению.
После смачивания атомы из присадочного металла и основных металлов начинают смешиваться на границе раздела. Этот процесс, называемый диффузией, создает новый, тонкий слой легированного материала, формируя прочную, постоянную металлургическую связь.
Пайка твердым припоем против других методов соединения
Понимание уникального механизма соединения при пайке твердым припоем становится яснее при сравнении с другими распространенными методами, такими как сварка и пайка мягким припоем.
Пайка твердым припоем против сварки
Сварка работает путем расплавления основных металлов вместе с присадочным металлом, сплавляя их напрямую. Это создает чрезвычайно прочное соединение, но генерирует интенсивное тепло, которое может деформировать, покоробить или ослабить основные металлы.
Пайка твердым припоем, не расплавляя основные металлы, сохраняет их первоначальные металлургические свойства, что делает ее идеальной для соединения хрупких или тонкостенных компонентов.
Пайка твердым припоем против пайки мягким припоем
Пайка твердым припоем механически очень похожа на пайку мягким припоем; обе используют присадочный металл и капиллярное действие без плавления основных материалов.
Основное различие — это температура. По определению, пайка твердым припоем происходит при температурах выше 450°C (840°F), в то время как пайка мягким припоем происходит ниже этого порога. Эта более высокая температура позволяет использовать более прочные присадочные сплавы при пайке твердым припоем, что приводит к соединениям, которые значительно прочнее паяных мягким припоем.
Понимание компромиссов
Хотя пайка твердым припоем мощна, она не является решением для каждого сценария. Зависимость от капиллярного действия и чистых поверхностей накладывает специфические требования, которые должны быть соблюдены для успешного соединения.
Необходимость жестких допусков
Капиллярное действие эффективно работает только с очень маленькими зазорами, обычно от 0,001 до 0,005 дюйма (0,025–0,127 мм). Детали должны быть обработаны или изготовлены так, чтобы они точно подходили друг к другу, что может увеличить сложность производства.
Критическая роль чистоты
Любое загрязнение поверхности — например, масло, смазка или оксиды — помешает присадочному металлу смочить основной металл, полностью останавливая процесс скрепления. Тщательная очистка и правильное использование флюса являются обязательными условиями для успешной пайки твердым припоем.
Выбор правильного метода для вашей цели
Выбор правильного метода соединения полностью зависит от материалов, конструкции соединения и требований к производительности вашего применения.
- Если ваш основной акцент делается на соединении разнородных металлов или тонких компонентов без деформации: Пайка твердым припоем — идеальный выбор благодаря более низкой температуре процесса и универсальной металлургической связи.
- Если ваш основной акцент делается на достижении абсолютной максимальной прочности на толстых, одинаковых металлах: Сварка часто является лучшим методом, поскольку она сплавляет сами основные металлы.
- Если ваш основной акцент делается на соединении термочувствительной электроники или сантехники, работающей при низких нагрузках: Пайка мягким припоем обеспечивает достаточную связь при гораздо более низких и безопасных температурах.
Понимая принципы соединения твердым припоем, вы можете создавать соединения с исключительной прочностью и надежностью в широком спектре материалов и применений.
Сводная таблица:
| Характеристика пайки твердым припоем | Ключевая деталь |
|---|---|
| Тип соединения | Металлургическое (адгезия и диффузия) |
| Состояние основного металла | Твердое (не расплавлено) |
| Температура процесса | Выше 450°C (840°F) |
| Прочность соединения | Часто такая же прочная, как и основные металлы |
| Ключевой механизм | Капиллярное действие в узком зазоре соединения |
Нужно надежное, высокопрочное решение для соединения вашего лабораторного оборудования?
Металлургическое соединение, создаваемое пайкой твердым припоем, идеально подходит для сборки прочных лабораторных приборов, держателей образцов и нестандартных компонентов из разнородных металлов. KINTEK специализируется на предоставлении лабораторного оборудования и расходных материалов, которые поддерживают процессы точного производства, такие как пайка твердым припоем.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как наши решения могут расширить возможности вашей лаборатории и обеспечить целостность ваших критически важных соединений.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Вольфрамовая вакуумная печь для термообработки и спекания при 2200 ℃
- Вакуумная печь для термообработки с футеровкой из керамического волокна
- Печь для вакуумной термообработки и печь для индукционной плавки с левитацией
- Печь для вакуумной термообработки молибдена
Люди также спрашивают
- Что такое процесс пайки для ремонта? Низкотемпературное решение для прочного и бесшовного соединения металлов
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
- Какие два разнородных металла можно соединить пайкой? Сталь и медь: объяснение
- Что такое пайка в термообработке? Достижение превосходного качества и эффективности соединений
- Каковы преимущества пайки по сравнению со сваркой? Достижение чистого соединения металлов с минимальными деформациями



















