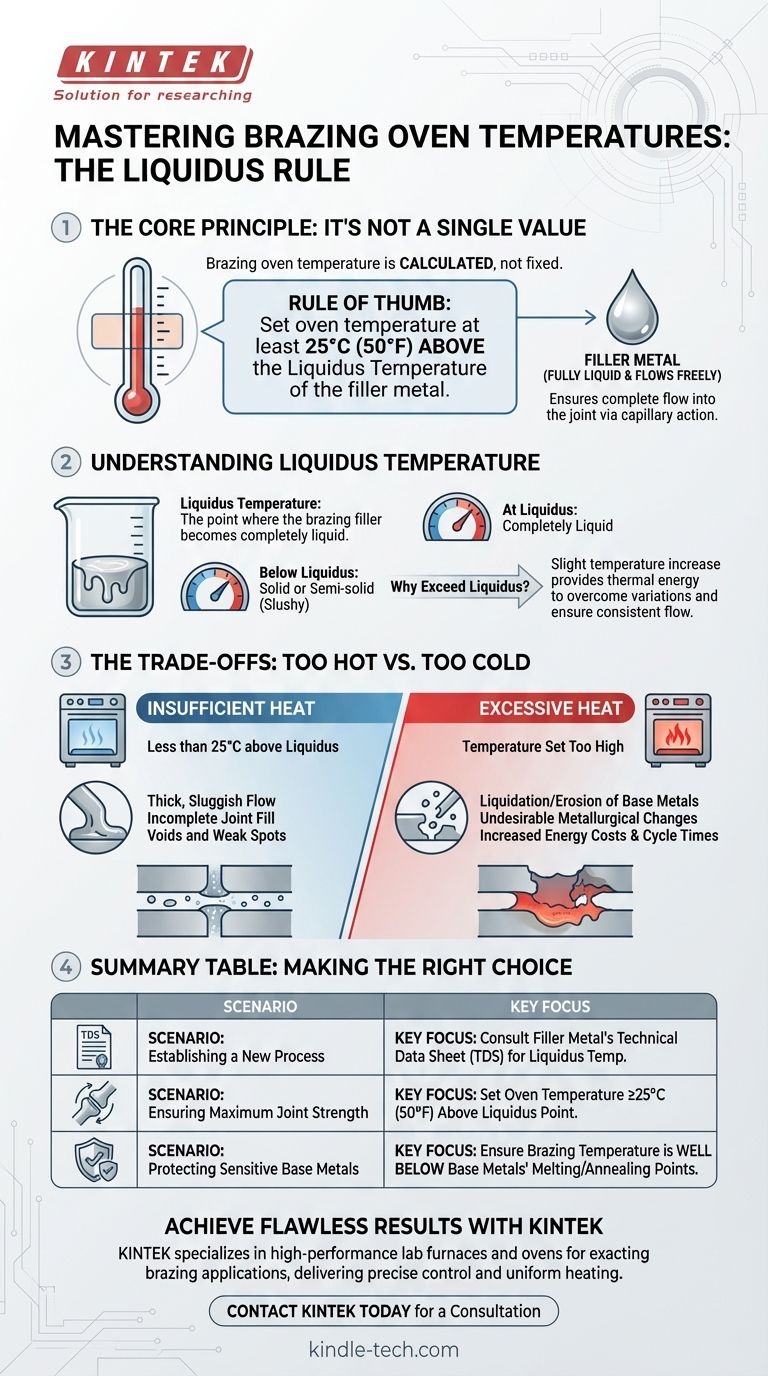
Температура печи для пайки не является единой, фиксированной величиной. Вместо этого она точно рассчитывается на основе конкретного используемого припоя. Стандартная отраслевая практика заключается в установке температуры печи, которая как минимум на 25°C (50°F) выше температуры ликвидуса этого припоя.
Основной принцип заключается в том, что температура печи для пайки должна быть достаточно высокой, чтобы припой полностью расплавился и свободно тек, но не настолько высокой, чтобы повредить соединяемые основные металлы. Правильная температура зависит от ваших материалов, а не является универсальной настройкой.

Основной принцип: Температура ликвидуса является ключевой
Чтобы понять температуры пайки, вы должны сначала понять концепцию «ликвидуса». Это единственное свойство определяет весь термический профиль вашего процесса.
Что такое «ликвидус»?
Температура ликвидуса — это точка, при которой металлический сплав, в данном случае припой, становится полностью жидким. Ниже этой температуры сплав будет либо твердым, либо в полутвердом, вязком состоянии.
Почему необходимо превышать температуру ликвидуса
Простого достижения температуры ликвидуса недостаточно. Печь должна быть горячее, чтобы припой плавно и полностью затекал в соединение за счет капиллярного действия.
Это небольшое повышение температуры обеспечивает необходимую тепловую энергию для преодоления любых незначительных температурных колебаний по всей детали, обеспечивая последовательное и прочное соединение.
Правило 25°C (50°F)
Рекомендация устанавливать температуру печи как минимум на 25°C (50°F) выше точки ликвидуса обеспечивает критический запас прочности. Это гарантирует, что припой полностью расплавится и станет достаточно текучим, чтобы проникнуть во весь интерфейс соединения без необходимости чрезмерного нагрева.
Понимание компромиссов: Слишком горячо против слишком холодно
Установка правильной температуры — это балансирование. Отклонение в любом направлении может привести к разрушению соединения, но по разным причинам.
Опасности недостаточного нагрева
Если температура печи слишком низкая (т.е. менее чем на 25°C выше ликвидуса), припой может не стать полностью жидким. Это приводит к густому, вялому течению.
Этот плохой поток препятствует полному заполнению соединения припоем, создавая пустоты и слабые места, которые скомпрометируют структурную целостность конечной сборки.
Риски чрезмерного нагрева
Слишком высокая температура столь же проблематична. Перегрев может привести к расплавлению или эрозии основных металлов, повреждая детали, которые вы пытаетесь соединить.
Избыточное тепло также может вызвать нежелательные металлургические изменения в основных металлах, такие как чрезмерный рост зерен, что может сделать их хрупкими. Это также излишне увеличивает затраты энергии и время цикла.
Правильный выбор для вашего применения
Чтобы определить правильную температуру пайки, вы должны перейти от общих правил к конкретным деталям вашего проекта. Ответ кроется в технических данных для выбранных вами материалов.
- Если ваша основная цель — создание нового процесса: Начните с изучения Технического паспорта (TDS) для вашего конкретного припоя, чтобы найти его точную температуру ликвидуса.
- Если ваша основная цель — обеспечение максимальной прочности соединения: Установите температуру печи как минимум на 25°C (50°F) выше задокументированной точки ликвидуса, чтобы гарантировать полное, текучее заполнение.
- Если ваша основная цель — защита чувствительных основных металлов: Всегда проверяйте, что ваша конечная температура пайки значительно ниже точки плавления или температуры отжига соединяемых компонентов.
В конечном итоге, освоение температуры пайки — это первый шаг к созданию постоянно прочных и надежных соединений.
Сводная таблица:
| Сценарий пайки | Ключевой температурный фокус |
|---|---|
| Создание нового процесса | Обратитесь к Техническому паспорту (TDS) припоя для определения его температуры ликвидуса. |
| Обеспечение максимальной прочности соединения | Установите температуру печи как минимум на 25°C (50°F) выше точки ликвидуса. |
| Защита чувствительных основных металлов | Убедитесь, что температура пайки ниже точек плавления/отжига основных металлов. |
Достигайте безупречных результатов пайки каждый раз.
Освоение точного температурного профиля имеет решающее значение для создания прочных, надежных соединений без повреждения ваших компонентов. KINTEK специализируется на высокопроизводительных лабораторных печах и духовках, включая модели, разработанные для точных паяльных работ. Наше оборудование обеспечивает точный контроль температуры и равномерный нагрев, необходимые для постоянного превышения точки ликвидуса вашего припоя для идеальной целостности соединения.
Позвольте нашим экспертам помочь вам выбрать идеальную печь для пайки для ваших конкретных материалов и требований процесса. Свяжитесь с KINTEK сегодня для консультации и обеспечьте успех вашего процесса пайки.
Визуальное руководство
Связанные товары
- Лабораторная кварцевая трубчатая печь 1700℃ с трубчатой печью из оксида алюминия
- Муфельная печь для лаборатории 1200℃
- Печь для вакуумной термообработки и спекания под давлением для высокотемпературных применений
- Большая вертикальная графитировочная печь с вакуумом
- Раздельная трубчатая печь 1200℃ с кварцевой трубой лабораторная трубчатая печь
Люди также спрашивают
- Как называются трубки в печи? Понимание роли рабочей трубки
- Какова высокая температура керамической трубки? От 1100°C до 1800°C, выберите правильный материал
- Какие меры предосторожности следует соблюдать при использовании трубчатой печи? Обеспечение безопасной и эффективной высокотемпературной обработки
- Для чего используется трубчатая печь? Прецизионный нагрев для синтеза и анализа материалов
- Какую трубку используют для трубчатой печи? Выберите правильный материал для температуры и атмосферы
















