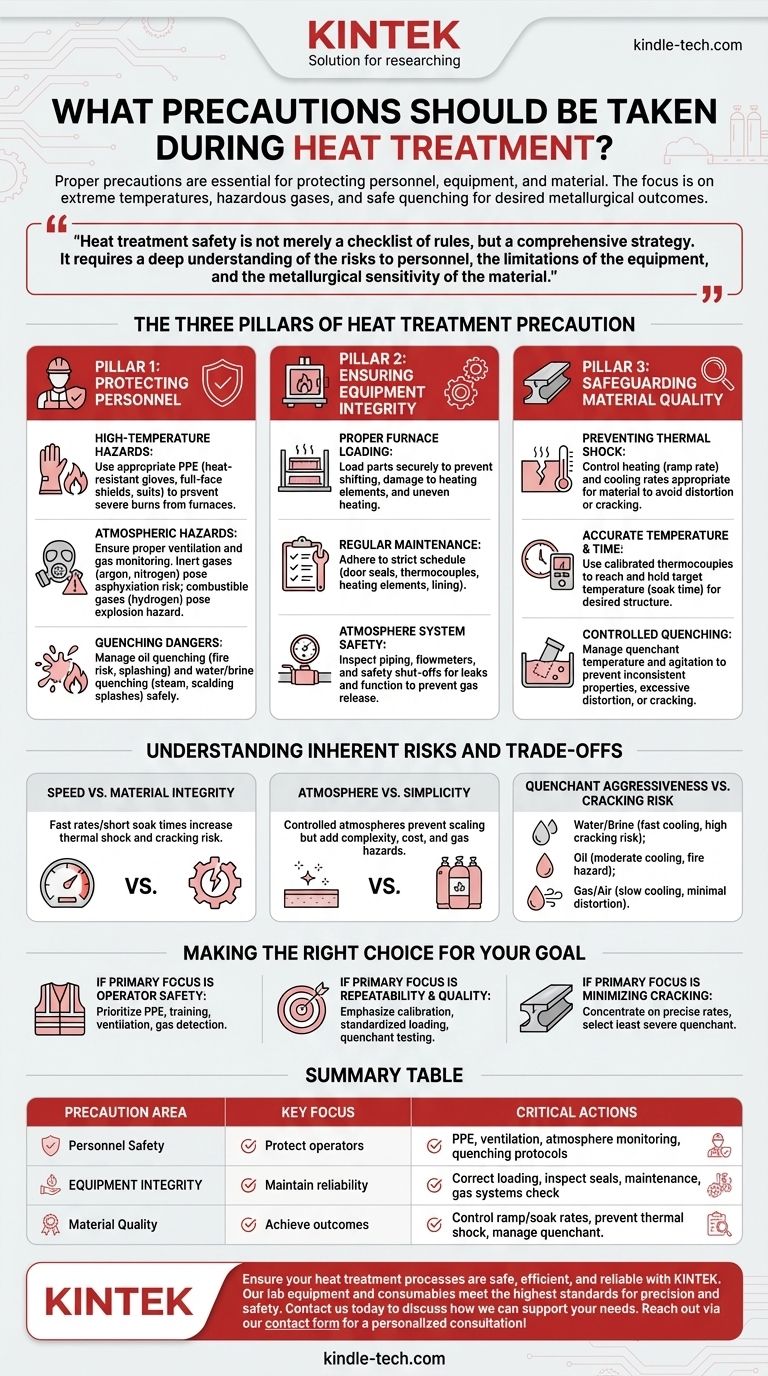
Надлежащие меры предосторожности при термообработке необходимы для защиты персонала, оборудования и самого материала. Основные области беспокойства включают управление экстремальными температурами, обращение с потенциально опасными атмосферными газами и безопасное выполнение процесса закалки для предотвращения травм и обеспечения желаемого металлургического результата без повреждения детали.
Безопасность термообработки — это не просто контрольный список правил, а комплексная стратегия. Она требует глубокого понимания рисков для персонала, ограничений оборудования и металлургической чувствительности обрабатываемого материала.

Три столпа мер предосторожности при термообработке
Эффективный контроль безопасности и качества при термообработке основывается на трех фундаментальных столпах. Пренебрежение любым из них создает значительный риск для всей операции.
Столп 1: Защита персонала
Непосредственные риски при термообработке связаны с оператором и любым находящимся поблизости персоналом.
Опасности высоких температур Печи работают при температурах, которые могут мгновенно вызвать серьезные, угрожающие жизни ожоги. Весь персонал должен носить соответствующие средства индивидуальной защиты (СИЗ), включая термостойкие перчатки, фартуки или костюмы, а также полнолицевые щитки.
Атмосферные опасности Многие процессы термообработки используют контролируемые атмосферы для предотвращения окисления. Они могут включать инертные газы, такие как аргон или азот, которые представляют риск удушья в замкнутых пространствах, или горючие газы, такие как водород, которые создают опасность взрыва. Надлежащая вентиляция и системы мониторинга газа являются обязательными.
Опасности закалки Стадия закалки, когда горячая деталь быстро охлаждается, особенно опасна. Погружение детали в масло может вызвать сильное разбрызгивание и представляет значительный пожарный риск. Закалка в воде или рассоле может создать большие объемы пара, вызывая брызги обжигающей воды.
Столп 2: Обеспечение целостности оборудования
Само оборудование требует бережного обращения и обслуживания для безопасной и надежной работы.
Правильная загрузка печи Детали должны быть надежно загружены в печь. Неправильно размещенные компоненты могут сместиться или упасть, повредив нагревательные элементы или изоляцию печи. Перегрузка печи может привести к неравномерному нагреву и потенциальной нагрузке на оборудование.
Регулярное обслуживание Критически важен строгий график обслуживания. Это включает проверку уплотнений дверей, термопар (для точности температуры), нагревательных элементов и целостности футеровки или реторты печи.
Безопасность атмосферной системы Для печей с контролируемой атмосферой все трубопроводы, расходомеры и предохранительные выключатели должны регулярно проверяться на наличие утечек и правильность функционирования для предотвращения выброса легковоспламеняющихся или токсичных газов.
Столп 3: Обеспечение качества материала
Основная мера предосторожности — это обеспечение того, чтобы процесс не испортил заготовку, что является главной целью процедуры. Преимущества изменения свойств материала реализуются только в том случае, если процесс точно контролируется.
Предотвращение термического шока Слишком быстрое нагревание или охлаждение детали может вызвать внутренние напряжения, приводящие к деформации или катастрофическому растрескиванию. Это известно как термический шок. Скорость нагрева (скорость нарастания) и скорость охлаждения должны соответствовать геометрии и составу материала.
Точная температура и время Выдержка материала при неправильной температуре или в течение неправильного времени (время выдержки) не приведет к получению желаемой металлургической структуры. Использование калиброванных термопар и систем управления необходимо для обеспечения точного достижения и поддержания целевой температуры деталью.
Контролируемая закалка Скорость закалки определяет окончательную твердость. Неконтролируемая закалка может привести к непостоянным свойствам по всей детали, чрезмерной деформации или закалочным трещинам. Температура и перемешивание закалочной среды должны тщательно контролироваться.
Понимание присущих рисков и компромиссов
Выбор процесса термообработки включает балансирование желаемых результатов с присущими рисками.
Скорость против целостности материала
Ускорение процесса за счет использования чрезмерно высоких скоростей нарастания или короткого времени выдержки может сэкономить энергию и время. Однако это значительно увеличивает риск термического шока, приводящего к растрескиванию, и может привести к неполной металлургической трансформации, не достигая желаемой прочности или твердости.
Атмосфера против простоты
Использование контролируемой атмосферы предотвращает образование окалины и обезуглероживание поверхности, что приводит к получению более чистой, высококачественной детали. Компромиссом является значительная сложность и стоимость, а также угрозы безопасности при хранении и обращении с промышленными газами.
Агрессивность закалочной среды против риска растрескивания
Различные закалочные среды предлагают компромисс между охлаждающей способностью и жесткостью.
- Вода/рассол: Обеспечивает очень быстрое охлаждение для максимальной твердости, но несет самый высокий риск деформации и растрескивания.
- Масло: Охлаждает менее интенсивно, снижая риск растрескивания, но является пожароопасным и производит дым и пары.
- Газ/воздух: Предлагает самую медленную, наиболее щадящую закалку, минимизируя деформацию, но может быть недостаточно быстрым для закалки многих стальных сплавов.
Правильный выбор для вашей цели
Ваши конкретные меры предосторожности должны быть приоритетными в зависимости от вашей основной цели.
- Если ваша основная цель — безопасность оператора и соответствие требованиям: Приоритет отдается комплексным СИЗ, строгому обучению аварийным процедурам, а также надежным системам вентиляции и обнаружения газа.
- Если ваша основная цель — повторяемость процесса и качество: Акцент делается на калибровке всех контрольно-измерительных приборов (термопар, таймеров), стандартизированных процедурах загрузки деталей и регулярном тестировании состояния закалочной среды.
- Если ваша основная цель — минимизация растрескивания и деформации материала: Сосредоточьтесь на разработке и проверке точных скоростей нагрева и охлаждения, а также на тщательном выборе наименее агрессивной закалочной среды, которая все еще может обеспечить требуемые свойства.
Рассматривая эти меры предосторожности как интегрированные принципы, а не просто список, вы обеспечиваете безопасность, сохраняете оборудование и гарантируете контроль над конечными свойствами вашего материала.
Сводная таблица:
| Область предосторожности | Ключевое внимание | Критические действия |
|---|---|---|
| Безопасность персонала | Защита операторов от ожогов, газов и опасностей закалки. | Использование термостойких СИЗ, обеспечение вентиляции, мониторинг атмосферы, соблюдение протоколов закалки. |
| Целостность оборудования | Поддержание надежности печи и системы. | Правильная загрузка деталей, проверка уплотнений/термопар, планирование обслуживания, проверка газовых систем. |
| Качество материала | Достижение желаемых металлургических результатов без повреждений. | Контроль скоростей нарастания/выдержки, предотвращение термического шока, управление температурой/перемешиванием закалочной среды. |
Обеспечьте безопасность, эффективность и надежность ваших процессов термообработки с KINTEK.
Наше лабораторное оборудование и расходные материалы разработаны в соответствии с высочайшими стандартами точности и безопасности. Независимо от того, нужны ли вам печи с точным контролем температуры, системы закалки или решения для управления атмосферой, KINTEK предоставляет инструменты для защиты вашего персонала, обслуживания вашего оборудования и достижения стабильных свойств материала.
Свяжитесь с нами сегодня, чтобы обсудить, как мы можем поддержать специфические потребности вашей лаборатории в термообработке и помочь вам реализовать эти важные меры предосторожности. Свяжитесь с нами через нашу контактную форму для индивидуальной консультации!
Визуальное руководство