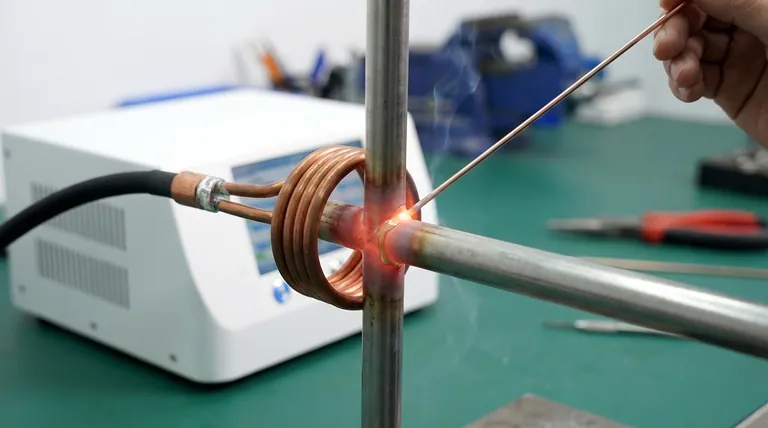
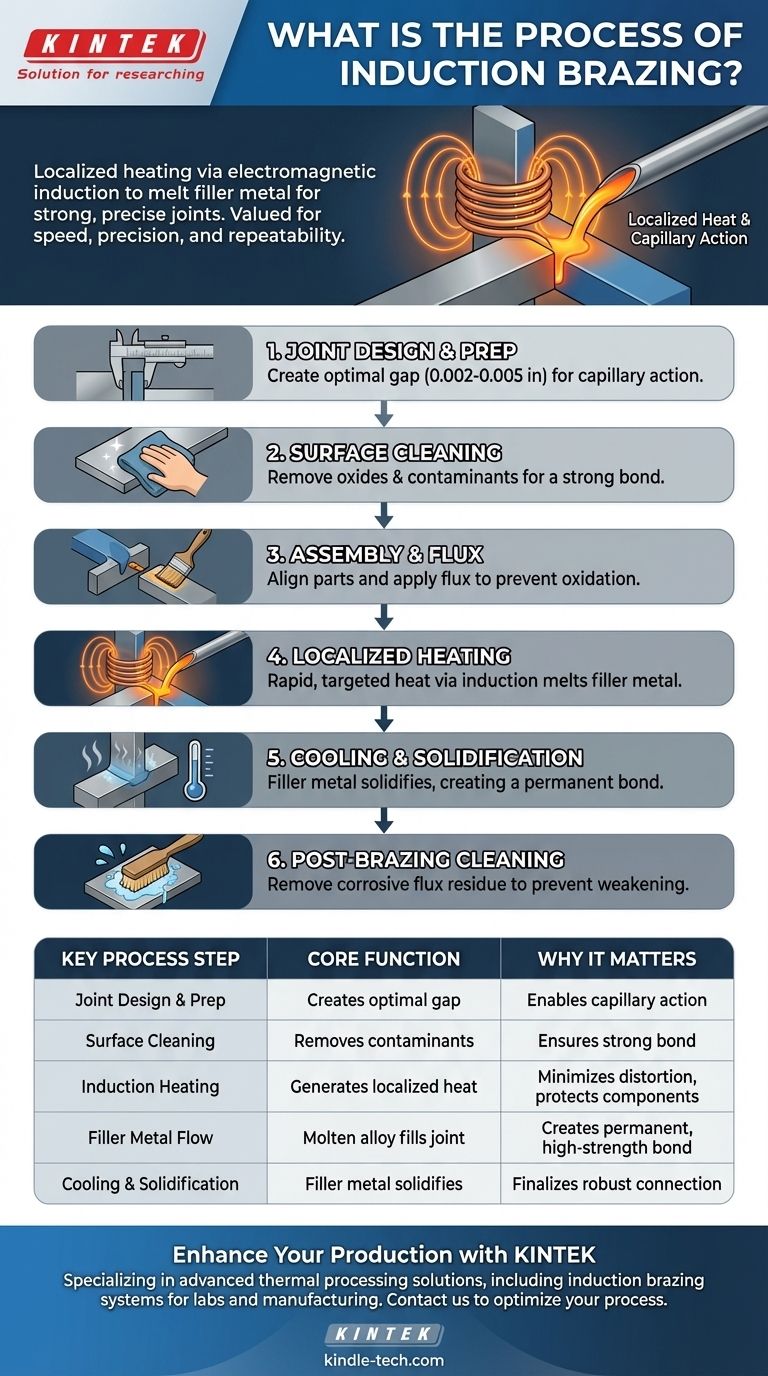
По своей сути, индукционная пайка — это процесс, который использует электромагнитную индукцию для генерации высоколокализованного тепла в проводящих материалах. Это тепло расплавляет присадочный металл с более низкой температурой плавления, чем у основных деталей, который затем затекает в зазор за счет капиллярного действия и затвердевает при охлаждении, создавая прочное металлургическое соединение. Процесс ценится за его скорость, точность и повторяемость.
Ключевое понимание заключается в том, что индукционная пайка — это не нагрев всей сборки, а генерация быстрого, целенаправленного тепла именно там, где находится соединение. Это делает ее исключительно эффективным и контролируемым методом для крупносерийного производства и соединения теплочувствительных компонентов.
Принципы индукционной пайки
Чтобы понять процесс, вы должны сначала освоить две основные технологии: индукционный нагрев и пайку.
Как работает индукционный нагрев
Индукционный нагрев использует высокочастотный переменный ток, проходящий через медную индукционную катушку. Это создает мощное, осциллирующее магнитное поле вокруг катушки.
Когда проводящая деталь (например, сталь или медь) помещается в это поле, магнитное поле индуцирует круговые электрические токи внутри металла, известные как вихревые токи.
Присущее материалу электрическое сопротивление противодействует этим вихревым токам, генерируя точное и быстрое тепло. Это бесконтактный метод, который нагревает деталь изнутри.
Роль присадочного металла и капиллярного действия
Пайка основана на присадочном металле (или припое) с температурой плавления ниже, чем у соединяемых основных материалов.
Когда сборка нагревается до температуры плавления присадочного металла, жидкий сплав втягивается в узкий зазор между двумя основными деталями за счет явления, называемого капиллярным действием.
При охлаждении присадочный металл затвердевает, образуя постоянное, прочное соединение, которое часто бывает таким же прочным или прочнее, чем сами основные материалы.
Пошаговый процесс индукционной пайки
Хотя метод нагрева уникален, основные шаги для подготовки и выполнения качественной пайки универсальны.
Шаг 1: Проектирование и подготовка соединения
Успех любого паяного соединения начинается с его конструкции. Зазор между деталями должен быть тщательно контролируемым — обычно от 0,002 до 0,005 дюйма — для обеспечения надлежащего капиллярного действия.
Шаг 2: Очистка поверхности
Поверхности соединения должны быть тщательно очищены. Любые оксиды, масла или загрязнения будут препятствовать правильному смачиванию поверхностей присадочным металлом и его затеканию в зазор, что приведет к слабому или разрушенному соединению.
Шаг 3: Сборка и нанесение флюса
Очищенные детали собираются, иногда с использованием приспособлений для поддержания выравнивания и правильного зазора. Затем на область соединения наносится флюс.
Флюс действует как химический очиститель во время нагрева, удаляя любые образующиеся оксиды и защищая область от атмосферного окисления, что позволяет расплавленному припою свободно течь.
Шаг 4: Локализованный нагрев с помощью индукции
Собранное соединение помещается внутри или рядом с индукционной катушкой. Активируется источник питания, генерируя магнитное поле и быстро нагревая область соединения до температуры плавления присадочного металла.
Этот этап обычно очень быстрый, часто занимает всего несколько секунд. Оператор или автоматизированная система подает присадочный металл, который плавится и мгновенно втягивается в соединение.
Шаг 5: Охлаждение и затвердевание
После заполнения соединения индукционная мощность отключается. Сборка остывает, и присадочный металл затвердевает, создавая постоянное металлургическое соединение между компонентами.
Шаг 6: Послепаяльная очистка
Последний шаг — очистка сборки для удаления любых остатков флюса. Флюс является коррозийным, и если его оставить на детали, он может со временем ослабить соединение и повредить основной материал.
Понимание компромиссов
Индукционная пайка — мощный инструмент, но она не является правильным решением для каждого применения. Понимание ее преимуществ и ограничений имеет решающее значение для правильного выбора процесса.
Ключевые преимущества
Основное преимущество индукционной пайки — это ее скорость и эффективность. Циклы нагрева измеряются в секундах, что делает ее идеальной для высокообъемных, автоматизированных производственных линий.
Поскольку тепло сильно локализовано, остальная часть сборки остается холодной. Это минимизирует деформацию деталей и защищает теплочувствительные компоненты, расположенные вдали от соединения. Это является основным преимуществом по сравнению с печной пайкой, которая нагревает всю деталь.
Наконец, процесс чрезвычайно воспроизводим. После установки параметров (мощность, время, положение катушки) индукционная система может производить идентичные соединения тысячи раз с минимальными отклонениями.
Ключевые ограничения
Основное ограничение — геометрия. Индукционная катушка должна быть расположена рядом с областью соединения, что может быть затруднительно для сложных или труднодоступных соединений.
Первоначальные капитальные затраты на индукционное нагревательное оборудование также могут быть выше, чем на простую горелку или печь, хотя это часто компенсируется более высокой производительностью и более низкими затратами на рабочую силу в производственных условиях.
Правильный выбор для вашего применения
Выбор правильного метода пайки полностью зависит от конкретных целей вашего проекта.
- Если ваша основная цель — крупносерийное производство и скорость: Индукционная пайка — идеальный выбор благодаря ее быстрым, воспроизводимым циклам нагрева.
- Если ваша основная цель — соединение теплочувствительных компонентов: Локализованный нагрев индукцией предотвращает повреждение остальной части сборки.
- Если ваша основная цель — создание одного безупречного соединения в контролируемой среде: Вакуумная пайка может быть лучшим вариантом, поскольку она не требует флюса и создает исключительно чистые соединения.
- Если ваша основная цель — одновременная обработка больших партий нечувствительных деталей: Печная пайка предлагает практичный и экономичный метод для массовой обработки.
В конечном итоге, выбор индукционной пайки — это решение в пользу точности и скорости, обменивающее геометрическую гибкость на беспрецедентный контроль и эффективность.
Сводная таблица:
| Ключевой этап процесса | Основная функция | Почему это важно |
|---|---|---|
| Проектирование и подготовка соединения | Создает оптимальный зазор (0,002-0,005 дюйма) | Обеспечивает капиллярное действие для затекания присадочного металла |
| Очистка поверхности | Удаляет оксиды и загрязнения | Обеспечивает образование прочного металлургического соединения |
| Индукционный нагрев | Генерирует локализованное, быстрое тепло посредством электромагнитного поля | Минимизирует деформацию деталей; защищает теплочувствительные области |
| Затекание присадочного металла | Расплавленный сплав втягивается в соединение за счет капиллярного действия | Создает постоянное, высокопрочное соединение |
| Охлаждение и затвердевание | Присадочный металл затвердевает в соединении | Завершает прочное, герметичное соединение |
Готовы улучшить свою производственную линию с помощью скорости и точности индукционной пайки?
KINTEK специализируется на передовых решениях для термической обработки, включая системы индукционной пайки, адаптированные к вашим лабораторным и производственным потребностям. Наш опыт гарантирует вам более прочные соединения, более высокую производительность и превосходный контроль процесса.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как наше лабораторное оборудование и расходные материалы могут оптимизировать ваши процессы соединения металлов.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Печь для индукционной плавки в вакууме с нерасходуемым электродом
- Печь для индукционной плавки вакуумной дугой
Люди также спрашивают
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования





