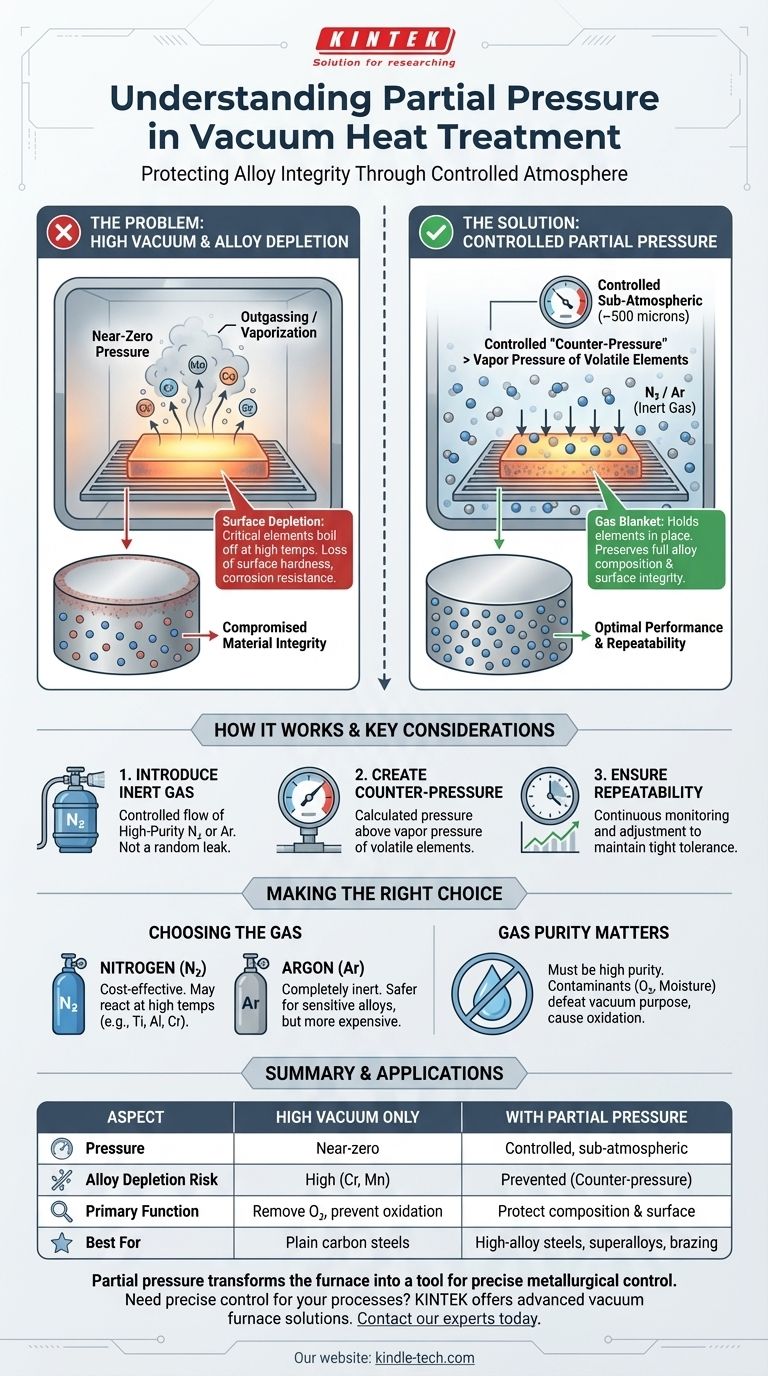
При вакуумной термообработке парциальное давление — это преднамеренное введение определенного инертного газа (например, азота или аргона) в камеру печи. Этот процесс повышает давление от глубокого вакуума до контролируемого, субатмосферного уровня, обычно около 500 микрон. Цель состоит не в создании «более слабого» вакуума, а в создании точной, защитной атмосферы.
Основная функция парциального давления заключается в создании контролируемого «противодавления» на поверхности заготовки. Это противодавление стратегически устанавливается так, чтобы оно было выше давления пара летучих легирующих элементов в металле, предотвращая их выкипание или сублимацию при высоких температурах.

Проблема: высокий вакуум не всегда лучше
Хотя высокий вакуум отлично подходит для удаления кислорода и предотвращения окисления, он создает другую проблему при обработке определенных материалов при повышенных температурах. Среда с почти нулевым давлением может привести к испарению критически важных элементов внутри металлического сплава непосредственно с поверхности.
Понимание давления пара
Каждый элемент имеет давление пара, которое является его тенденцией превращаться в газ при данной температуре. В высоком вакууме практически нет внешнего давления, давящего на поверхность материала.
По мере повышения температуры печи давление пара некоторых легирующих элементов (таких как хром, марганец или медь) может превышать чрезвычайно низкое давление окружающего вакуума.
Риск истощения сплава
Когда давление пара элемента превышает давление в печи, он начинает сублимировать — переходить из твердого состояния непосредственно в газ. Этот процесс часто называют «дегазацией» или «испарением».
Этот эффект удаляет эти критически важные элементы с поверхности детали, оставляя истощенный слой, который больше не имеет того же химического состава, что и основной материал.
Последствия для целостности материала
Это истощение поверхности может быть катастрофическим для эксплуатационных характеристик компонента. Оно может привести к потере поверхностной твердости, снижению коррозионной стойкости и ухудшению механических свойств. Деталь может соответствовать основным спецификациям твердости, но преждевременно выйти из строя в процессе эксплуатации из-за ослабленной поверхности.
Как парциальное давление решает проблему
Парциальное давление — это элегантное инженерное решение для предотвращения истощения сплава. Оно работает путем фундаментального изменения динамики давления внутри печи.
Введение контролируемого газа
Процесс включает в себя обратное заполнение камеры высокого вакуума точным количеством высокочистого инертного газа, чаще всего азота или аргона.
Это не случайная утечка; это строго контролируемый поток, управляемый системой управления печи для поддержания определенной заданной точки давления.
Создание защитного противодавления
Введенные молекулы газа создают положительное давление на заготовку. Это давление тщательно рассчитывается так, чтобы оно было выше давления пара летучих элементов при целевой температуре процесса.
Это «газовое одеяло» эффективно удерживает легирующие элементы на месте, предотвращая их выход с поверхности материала даже при экстремальных температурах.
Обеспечение повторяемости процесса
Современные вакуумные печи непрерывно контролируют и регулируют поток газа для поддержания парциального давления в очень узких пределах.
Как указано в логике управления, если давление отклоняется от заданной точки, программа нагрева автоматически приостанавливается до восстановления правильной атмосферы. Это гарантирует, что каждая деталь в загрузке обрабатывается в точно таких же, оптимальных условиях.
Понимание ключевых соображений
Использование парциального давления — это точная техника, и правильный выбор имеет решающее значение для успеха.
Выбор правильного газа
Выбор между азотом и аргоном не случаен. Азот экономичен, но может вступать в реакцию с некоторыми элементами при высоких температурах (такими как титан, алюминий и хром), потенциально образуя нежелательные нитриды на поверхности.
Аргон полностью инертен и не вступает в реакцию с заготовкой, что делает его более безопасным выбором для чувствительных сплавов, хотя он дороже.
Необходимость высокой чистоты
Газ для обратной засыпки должен быть чрезвычайно чистым. Любые загрязняющие вещества в газе, такие как кислород или влага, будут введены непосредственно в нагревательную камеру, что сведет на нет цель вакуумного процесса и приведет к окислению или изменению цвета.
Правильный выбор для вашего процесса
Правильное применение парциального давления полностью зависит от обрабатываемого материала и желаемого результата.
- Если ваша основная задача — обработка высоколегированных инструментальных сталей, нержавеющих сталей или суперсплавов: Парциальное давление необходимо для предотвращения испарения хрома и других ключевых элементов, обеспечивая полную поверхностную твердость и коррозионную стойкость.
- Если ваша основная задача — вакуумная пайка: Парциальное давление критически важно для предотвращения выкипания летучих элементов в припое (таких как цинк или кадмий) до того, как сплав достигнет точки плавления.
- Если ваша основная задача — обработка обычных углеродистых сталей или сплавов без летучих элементов: Стандартный процесс высокого вакуума, вероятно, достаточен и может быть более эффективным, поскольку нет риска истощения сплава.
В конечном итоге, парциальное давление превращает вакуумную печь из простой нагревательной камеры в инструмент для точного металлургического контроля.
Сводная таблица:
| Аспект | Только высокий вакуум | С парциальным давлением |
|---|---|---|
| Контроль атмосферы | Давление, близкое к нулю | Контролируемое, субатмосферное давление (например, ~500 микрон) |
| Риск истощения сплава | Высок для летучих элементов (Cr, Mn) | Предотвращается противодавлением |
| Основная функция | Удаление кислорода, предотвращение окисления | Защита состава сплава и целостности поверхности |
| Используемый идеальный газ | Не применимо | Азот (экономичный) или аргон (инертный) |
| Лучше всего подходит для | Обычные углеродистые стали | Высоколегированные стали, суперсплавы, вакуумная пайка |
Нужен точный металлургический контроль для ваших процессов термообработки?
KINTEK специализируется на передовом лабораторном оборудовании и расходных материалах, включая решения для вакуумных печей, разработанные для надежного контроля парциального давления. Наш опыт гарантирует, что ваши ценные компоненты сохранят целостность поверхности и механические свойства.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как наши решения могут расширить возможности вашей лаборатории и защитить ваши критически важные материалы.
Визуальное руководство
Связанные товары
- Графитовая вакуумная печь для термообработки 2200 ℃
- Печь для вакуумной термообработки молибдена
- Вакуумная печь для термообработки с футеровкой из керамического волокна
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для спекания и пайки в вакууме
Люди также спрашивают
- Каковы три основных метода охлаждения вакуумной печи для термообработки? Оптимизация твердости и качества поверхности
- Зачем проводить термообработку в вакууме? Достижение идеальной чистоты поверхности и целостности материала
- Каков принцип вакуумной термообработки? Достижение превосходных свойств материала при полном контроле
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере
- Почему высокотемпературная вакуумная термообработка критически важна для стали Cr-Ni? Оптимизация прочности и целостности поверхности



















