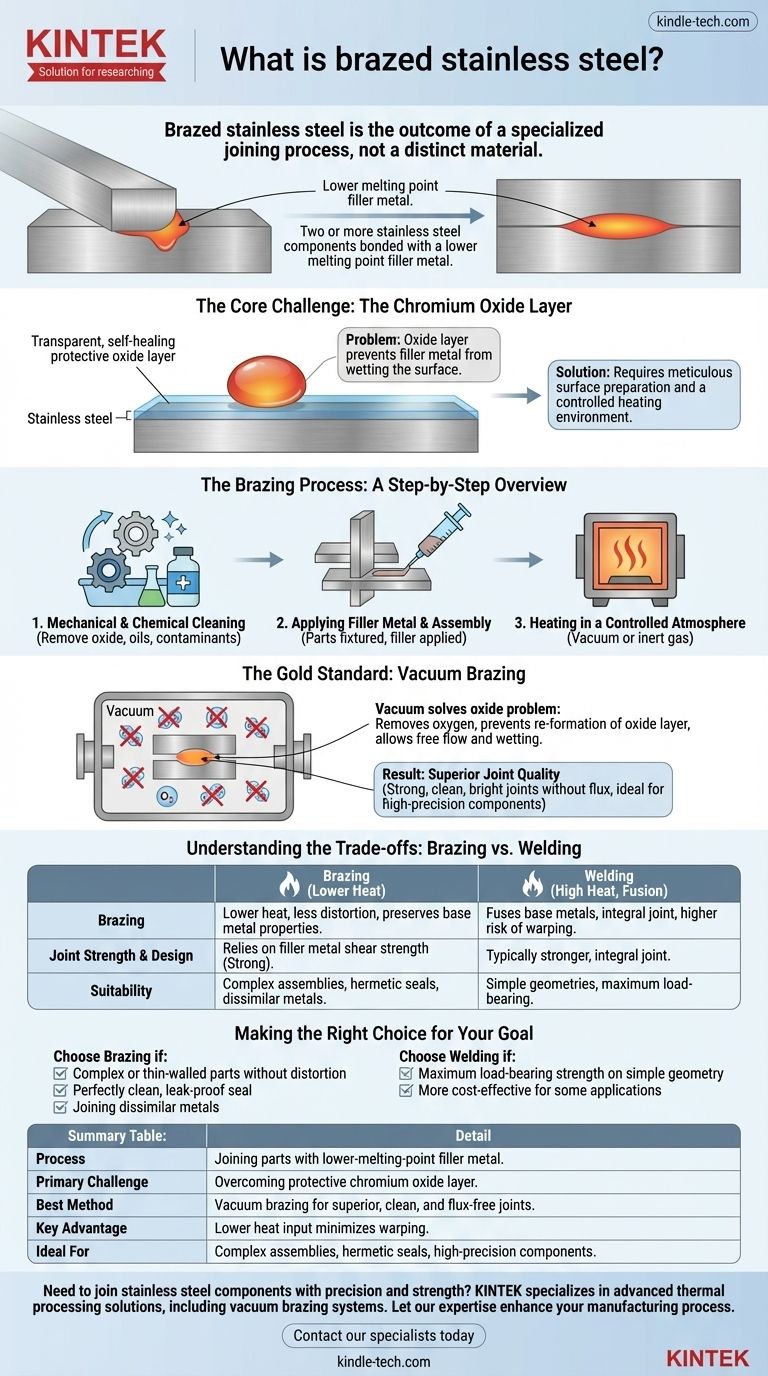
Паяная нержавеющая сталь не является отдельным типом материала, а скорее результатом специализированного процесса соединения. Она относится к двум или более компонентам из нержавеющей стали, которые были соединены вместе с использованием припоя с более низкой температурой плавления, чем у самой стали. Процесс включает нагрев узла, чтобы припой расплавился и заполнил шов капиллярным действием, создавая прочное, чистое соединение при охлаждении без расплавления основной стали.
Основная проблема — и главный акцент — пайки нержавеющей стали заключается в преодолении ее естественно защитного оксидного слоя. Этот слой препятствует надлежащему сцеплению припоя, что означает, что успешная пайка полностью зависит от тщательной подготовки поверхности и контролируемой среды нагрева для достижения прочного соединения.

Центральная проблема: слой оксида хрома
Именно то свойство, которое делает нержавеющую сталь «нержавеющей», является также ее самым большим препятствием во время пайки.
Почему этот слой является проблемой?
Вся нержавеющая сталь защищена тонким, прозрачным и самовосстанавливающимся слоем оксида хрома. Эта пассивная пленка придает материалу исключительную коррозионную стойкость.
Однако при пайке этот оксидный слой препятствует «смачиванию» поверхности стали расплавленным припоем. Припой будет собираться в капли, подобно воде на натертом воском автомобиле, вместо того чтобы равномерно растекаться, образуя соединение.
Процесс пайки: пошаговый обзор
Успешная пайка нержавеющей стали — это многостадийный процесс, разработанный для тщательного управления оксидным слоем.
Шаг 1: Механическая и химическая очистка
Перед нагревом существующий оксидный слой должен быть удален. Это часто делается с помощью механических методов, таких как пескоструйная или дробеструйная обработка.
Сразу за этим следует химическая очистка для удаления любых масел или загрязнений. Заготовки очищаются в растворителях, таких как ацетон или спирт, часто с использованием ультразвуковой ванны, чтобы убедиться, что все поверхности идеально чисты.
Шаг 2: Нанесение припоя и сборка
Припой, часто в виде пасты, проволоки или предварительно сформированной прокладки, наносится на соединение. Затем детали фиксируются вместе, чтобы сохранить их точное выравнивание во время цикла нагрева.
Шаг 3: Нагрев в контролируемой атмосфере
Это самый важный шаг. Узел должен быть нагрет в среде, которая предотвращает мгновенное повторное образование слоя оксида хрома на горячей стали. Наиболее распространенным и эффективным методом для этого является вакуумная пайка.
Золотой стандарт: вакуумная пайка
Для высококачественных компонентов из нержавеющей стали вакуумная пайка является предпочтительным промышленным методом.
Как вакуум решает проблему оксида
Помещая узел в высокотемпературную вакуумную печь, почти весь кислород удаляется из окружающей среды. При нагреве детали кислород отсутствует для повторного образования оксидного слоя, что позволяет припою свободно течь и смачивать чистые поверхности стали.
Результат: превосходное качество соединения
Этот процесс приводит к чрезвычайно прочным и чистым паяным соединениям. Поскольку флюс не используется и окисление не происходит, готовая деталь выходит из печи яркой и чистой, часто не требуя последующей очистки. Это делает ее идеальной для медицинских, аэрокосмических и электромеханических компонентов.
Понимание компромиссов: пайка против сварки
Пайка не всегда является правильным выбором. Крайне важно понимать, как она сравнивается со сваркой, наиболее распространенной альтернативой для соединения стали.
Меньший нагрев и меньшая деформация
Пайка происходит при гораздо более низкой температуре, чем сварка, поскольку вы плавите только припой, а не саму нержавеющую сталь. Это значительно снижает риск коробления, деформации или изменения свойств основного металла, что критически важно для деликатных или высокоточных деталей.
Прочность и конструкция соединения
Сварное соединение сплавляет основные металлы, делая соединение неотъемлемой частью компонентов. Паяное соединение, напротив, полагается на прочность на сдвиг припоя, прилипающего к поверхностям. Хотя очень прочное, правильно спроектированное сварное соединение обычно прочнее паяного.
Пригодность для сложных узлов
Пайка отлично подходит для соединения сложных, многокомпонентных узлов или разнородных металлов за один цикл в печи. Она также идеально подходит для создания герметичных уплотнений в таких компонентах, как фитинги для труб, корпуса и детали систем ОВКВ.
Правильный выбор для вашей цели
Выбор правильного метода соединения полностью зависит от конструкции, материала и эксплуатационных требований вашего компонента.
- Если ваша основная задача — соединение сложных или тонкостенных деталей без деформации: Пайка является лучшим выбором из-за меньшего подвода тепла.
- Если ваша основная задача — достижение идеально чистого, герметичного уплотнения для готовой детали: Вакуумная пайка обеспечивает исключительное эстетическое и герметичное качество прямо из печи.
- Если ваша основная задача — максимальная несущая способность на простой геометрии: Традиционная сварка может обеспечить более прочное и экономичное решение.
В конечном итоге, пайка — это мощная техника для создания точных, чистых и прочных узлов, которая сохраняет целостность нержавеющей стали.
Сводная таблица:
| Ключевой аспект | Деталь |
|---|---|
| Процесс | Соединение деталей из нержавеющей стали с использованием припоя с более низкой температурой плавления. |
| Основная проблема | Преодоление защитного слоя оксида хрома на стали. |
| Лучший метод | Вакуумная пайка для превосходных, чистых и безфлюсовых соединений. |
| Ключевое преимущество | Меньший подвод тепла минимизирует коробление и деформацию. |
| Идеально подходит для | Сложных узлов, герметичных уплотнений и высокоточных компонентов. |
Нужно соединить компоненты из нержавеющей стали с точностью и прочностью? KINTEK специализируется на передовых решениях для термической обработки, включая системы вакуумной пайки. Наше лабораторное оборудование и расходные материалы разработаны, чтобы помочь вам достичь безупречных, высококачественных соединений для медицинских, аэрокосмических и электромеханических применений. Позвольте нашему опыту улучшить ваш производственный процесс — свяжитесь с нашими специалистами сегодня, чтобы обсудить ваши требования к проекту!
Визуальное руководство
Связанные товары
- Оборудование для лабораторных испытаний аккумуляторов, полоса из нержавеющей стали 304 толщиной 20 мкм для испытаний аккумуляторов
- Печь для спекания и пайки в вакууме
Люди также спрашивают
- Что такое мишени для распыления из чистого кремния? Прецизионный источник для высокопроизводительных тонких пленок
- Можно ли напылять кремний? Руководство по ВЧ- и ВЧ-методам осаждения тонких пленок
- Что такое органическая тонкая пленка? Руководство по созданию молекулярных слоев для передовых технологий
- Каковы основные соображения при выборе нержавеющей стали 304 в качестве электродного материала? Обеспечьте безопасное водопользование
- Что такое мишень для напыления? Чертеж для высококачественных тонкопленочных покрытий

