Короче говоря, перегрев паяного соединения до добавления припоя является одной из самых распространенных и критических ошибок в процессе. Это приведет к выгоранию и разрушению защитного флюса, окислению основного металла и, в конечном итоге, предотвратит растекание припоя в соединение, что приведет к слабому или полностью разрушенному соединению.
Перегрев превращает соединение из чистой, химически активной поверхности, готовой к соединению, в загрязненный, инертный барьер. Основной принцип пайки основан на втягивании припоя в соединение за счет капиллярного действия, а перегрев разрушает именно те условия, которые делают это возможным.

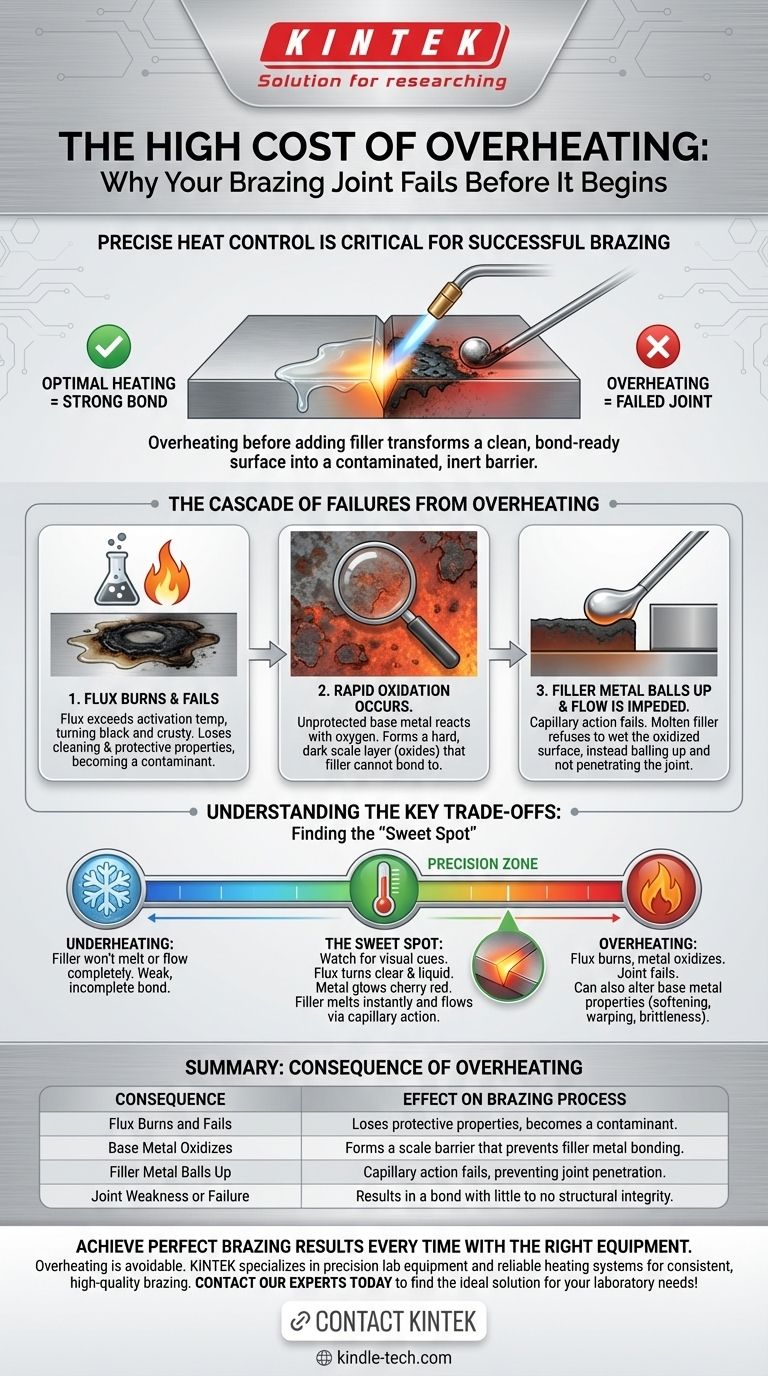
Каскад отказов от перегрева
Когда вы применяете слишком много тепла слишком рано, происходит ряд предсказуемых отказов. Каждая проблема усугубляет следующую, делая успешную пайку почти невозможной.
Ошибка 1: Флюс выгорает и становится неэффективным
Флюс — это химическое соединение с определенным диапазоном температур активации. Его задача — очищать металл и защищать его от кислорода во время нагрева.
При перегреве соединения вы выходите за пределы этого диапазона. Флюс «выгорает» — он становится черным или покрывается коркой, полностью теряя свои защитные и очищающие свойства. Выгоревший флюс хуже, чем его отсутствие, так как сам становится загрязнителем.
Ошибка 2: Быстрое окисление основного металла
Как только флюс разрушается, незащищенный, раскаленный основной металл подвергается воздействию кислорода из воздуха. Это вызывает быстрое образование твердого темного слоя оксидов, часто называемого окалиной.
Припой не может соединяться с оксидами. Процесс, известный как смачивание, требует, чтобы припой растекался и металлургически связывался с чистой, нетронутой поверхностью металла. Слой оксида действует как барьер, препятствуя образованию этой связи.
Ошибка 3: Затрудненное растекание припоя и капиллярное действие
Когда вы, наконец, подносите припой к перегретому и окисленному соединению, он не будет плавно растекаться. Вместо этого припой, скорее всего, соберется в шарик на поверхности и откажется втягиваться в зазор.
Это отказ капиллярного действия, основной силы, которая втягивает расплавленный припой в плотно прилегающее соединение. Капиллярное действие работает только на чистой, смоченной поверхности. С выгоревшим флюсом и слоем окалины на пути, путь заблокирован.
Понимание ключевых компромиссов
Цель состоит не только в том, чтобы избежать перегрева; она состоит в том, чтобы достичь точной температуры, необходимой для конкретного используемого припоя. Как слишком мало, так и слишком много тепла приведет к неудачному соединению.
Опасность недогрева
И наоборот, если основной металл недостаточно горячий, припой не расплавится должным образом или не растечется полностью. Он может затвердеть до того, как проникнет на всю глубину соединения, создавая слабое соединение, которое выглядит приемлемым снаружи, но не имеет внутренней прочности.
Поиск «золотой середины»: чтение визуальных подсказок
Ключ в том, чтобы нагревать основной металл, а не припой. Следите за флюсом, чтобы получить сигнал. Когда основной металл достигает правильной температуры пайки, флюс становится прозрачным, водянистым и полностью жидким. Это момент, чтобы осторожно прикоснуться припоем к соединению.
Если соединение имеет правильную температуру, припой мгновенно расплавится и будет втянут в соединение капиллярным действием, вытесняя жидкий флюс. Цвет нагретого металла (часто от тускло- до ярко-вишнево-красного, в зависимости от сплава) является еще одним важным показателем.
Влияние на свойства основного металла
Для некоторых материалов, особенно термообработанных сталей, некоторых алюминиевых сплавов и закаленных медных сплавов, перегрев может иметь последствия, выходящие за рамки неудачного соединения. Чрезмерный нагрев может необратимо изменить микроструктуру металла, вызвав его размягчение (отжиг), деформацию или хрупкость.
Правильный выбор для вашей цели
Ваша стратегия нагрева всегда должна быть преднамеренной и ориентированной на конкретные потребности соединения и материалов.
- Если ваша основная цель — прочное, полностью пропитанное соединение: Равномерно нагревайте большую площадь основных металлов и следите за флюсом. Когда он станет прозрачным и жидким, вы знаете, что металл готов принять припой.
- Если ваша основная цель — предотвращение утечек в трубном фитинге: Сначала сосредоточьтесь на нагреве всей окружности более тяжелой/толстой части фитинга, позволяя теплу передаваться внутренней трубке. Это гарантирует, что все соединение достигнет температуры одновременно для равномерного капиллярного действия.
- Если ваша основная цель — сохранение целостности основного металла: Используйте термоиндикаторные карандаши и будьте дисциплинированы в подаче тепла. Изучите конкретные визуальные подсказки для вашего металла, чтобы избежать превышения его критической температуры.
В конечном итоге, успешная пайка — это навык точного наблюдения и контроля тепла, а не применение грубой силы.
Сводная таблица:
| Последствие перегрева | Влияние на процесс пайки |
|---|---|
| Флюс выгорает и разрушается | Теряет защитные свойства, становится загрязнителем |
| Основной металл окисляется | Образует окалину, препятствующую соединению припоя |
| Припой собирается в шарик | Капиллярное действие нарушается, препятствуя проникновению в соединение |
| Слабость или разрушение соединения | Приводит к соединению с низкой или отсутствующей структурной целостностью |
Достигайте идеальных результатов пайки каждый раз с правильным оборудованием. Перегрев — распространенная, но предотвратимая ошибка. KINTEK специализируется на прецизионном лабораторном оборудовании и расходных материалах, включая надежные системы нагрева и инструменты контроля температуры, разработанные для стабильной, высококачественной пайки. Позвольте нам помочь вам повысить эффективность процесса и надежность соединений. Свяжитесь с нашими экспертами сегодня, чтобы найти идеальное решение для ваших лабораторных нужд!
Визуальное руководство