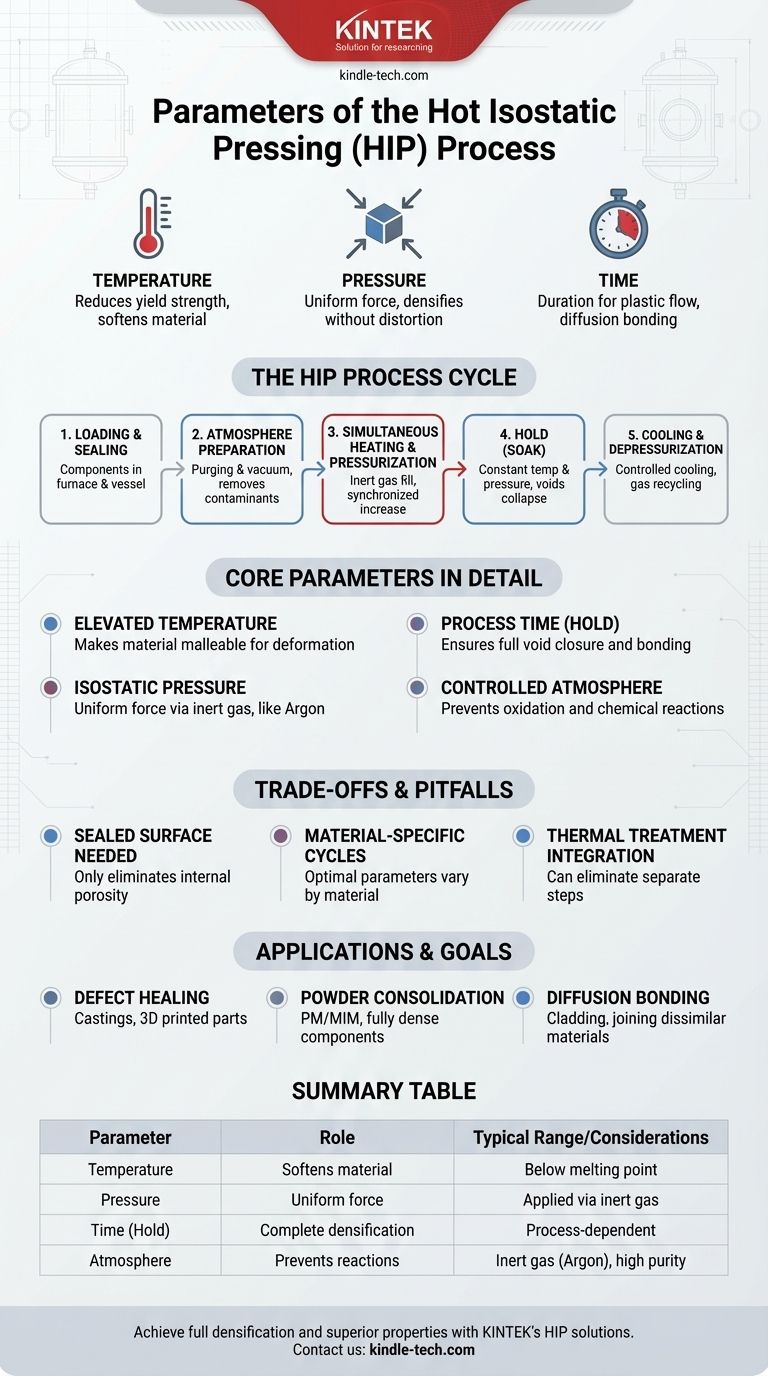
По своей сути, процесс горячего изостатического прессования (ГИП) регулируется тремя основными параметрами: температурой, давлением и временем. Эти переменные применяются в контролируемой инертной атмосфере для устранения внутренней пористости и улучшения механических свойств компонента. Весь цикл точно управляется для достижения полного уплотнения материала без деформации окончательной формы детали.
Ключевое понимание заключается в том, что ГИП — это не простая операция нагрева и сжатия. Это сложный термодинамический цикл, где температура делает материал податливым, а инертный газ высокого давления действует как равномерная сила для схлопывания внутренних пустот и создания полностью плотного, металлургически превосходного компонента.

Деконструкция цикла процесса ГИП
Параметры ГИП применяются в рамках отдельного, многостадийного процесса. Понимание этого цикла дает контекст того, как температура, давление и время манипулируются для достижения желаемого результата.
Шаг 1: Загрузка и герметизация
Компоненты загружаются в печь, которая затем помещается внутрь сосуда высокого давления. Сосуд герметизируется для создания закрытой системы.
Шаг 2: Подготовка атмосферы
Перед нагревом камера проходит циклы продувки и вакуумирования. Этот критический шаг удаляет влагу, воздух и другие загрязнители, которые могут вступать в реакцию с материалом при высоких температурах.
Шаг 3: Одновременный нагрев и повышение давления
Камера заполняется инертным газом высокой чистоты, чаще всего аргоном, для предотвращения химических реакций. Затем температура и давление одновременно повышаются в соответствии с тщательно запрограммированным профилем, специфичным для материала и применения.
Шаг 4: Выдержка (отжиг)
После достижения целевой температуры и давления они поддерживаются постоянными в течение определенного времени. Именно во время этой "выдержки" или "отжига" внутренние пустоты и дефекты материала схлопываются и свариваются.
Шаг 5: Охлаждение и снижение давления
После завершения времени выдержки компоненты охлаждаются контролируемым образом, и давление сбрасывается. Инертный газ обычно улавливается, очищается и перерабатывается для будущего использования.
Основные параметры ГИП
Каждый параметр играет отдельную и критически важную роль в успехе процесса. Они не являются независимыми переменными, а выбираются в комбинации для достижения конкретного металлургического результата.
1. Повышенная температура
Основная роль температуры заключается в снижении предела текучести материала, делая его достаточно мягким и податливым для пластической деформации. Выбранная температура обычно ниже точки плавления материала, но достаточно высока, чтобы позволить внутренним пустотам схлопываться под давлением.
2. Изостатическое давление
Давление обеспечивает движущую силу для уплотнения. Термин "изостатическое" является ключевым — это означает, что давление применяется равномерно со всех сторон газовой средой. Это гарантирует, что деталь уплотняется без изменения своей чистой формы.
3. Время процесса (время выдержки/отжига)
Время является третьим критическим параметром. Компонент выдерживается при целевой температуре и давлении достаточно долго для того, чтобы пластическое течение и диффузионное связывание полностью закрыли всю внутреннюю пористость. Более короткое время может оставить остаточные пустоты, в то время как чрезмерно длительное время может быть неэкономичным.
4. Контролируемая атмосфера
Использование инертного газа (например, аргона) является фундаментальным параметром процесса. Он предотвращает окисление и другие химические реакции, которые могли бы ухудшить свойства материала при повышенных температурах, обеспечивая целостность химического состава компонента.
Понимание компромиссов и подводных камней
Хотя процесс ГИП очень эффективен, он не является универсальным решением. Понимание его эксплуатационных ограничений имеет важное значение для успешной реализации.
Необходимость герметичной поверхности
ГИП может устранять только внутреннюю пористость. Если дефект открыт на поверхность, газ под давлением просто заполнит пустоту, и не будет существовать перепада давления для ее закрытия. Это критическое соображение для деталей с поверхностными трещинами или пористостью.
Циклы, специфичные для материала
Не существует единого набора параметров ГИП. Оптимальная температура, давление и время сильно зависят от конкретного обрабатываемого материала — будь то титановый сплав, никелевый суперсплав или керамика. Каждый требует уникально разработанного цикла.
Интеграция термической обработки
Значительное преимущество ГИП заключается в том, что его рабочие температуры часто аналогичны тем, которые используются для гомогенизации или термической обработки раствором. Цикл ГИП иногда может быть разработан для устранения необходимости в отдельном этапе термической обработки, что экономит время и затраты.
Правильный выбор для вашей цели
Выбор параметров ГИП полностью определяется предполагаемым применением и используемой материальной системой.
- Если ваша основная цель — устранение дефектов в отливках или деталях, напечатанных на 3D-принтере: Параметры выбираются для достижения полного закрытия пустот, значительно увеличивая усталостную долговечность и механическую надежность.
- Если ваша основная цель — консолидация металлических порошков (ПМ/МИМ): Цикл разработан для превращения пористого блока порошка в полностью плотный, твердый компонент со свойствами, эквивалентными деформированному материалу.
- Если ваша основная цель — диффузионная сварка или плакирование: Параметры оптимизированы для стимулирования атомной диффузии через границу раздела двух разнородных материалов, создавая прочный, твердотельный сварной шов.
В конечном итоге, освоение взаимодействия между температурой, давлением и временем является ключом к раскрытию полного потенциала процесса ГИП для ваших компонентов.
Сводная таблица:
| Параметр | Роль в процессе ГИП | Типичный диапазон/Соображения |
|---|---|---|
| Температура | Смягчает материал для пластической деформации | Ниже точки плавления, специфично для материала |
| Изостатическое давление | Равномерная сила для схлопывания внутренних пустот | Применяется через инертный газ (например, аргон) |
| Время (выдержка/отжиг) | Продолжительность для полного уплотнения | Обеспечивает полное закрытие пустот, зависит от процесса |
| Атмосфера | Предотвращает окисление и химические реакции | Инертный газ (аргон), высокая чистота |
Готовы достичь полного уплотнения и превосходных механических свойств для ваших компонентов?
В KINTEK мы специализируемся на предоставлении передового лабораторного оборудования и расходных материалов, включая решения для горячего изостатического прессования, для удовлетворения точных потребностей лабораторий и производителей. Независимо от того, работаете ли вы с отливками, деталями, напечатанными на 3D-принтере, или порошковыми металлами, наш опыт обеспечивает оптимальные параметры ГИП для вашего конкретного материала и применения.
Свяжитесь с нами сегодня, чтобы обсудить, как наши решения могут улучшить характеристики вашего материала и оптимизировать производственный процесс. Свяжитесь с нами через нашу контактную форму, чтобы поговорить с экспертом!
Визуальное руководство
Связанные товары
- Визуальный реактор высокого давления для наблюдений in-situ
- 10-литровый циркуляционный охладитель с водяной баней, низкотемпературная реакционная баня с постоянной температурой
- Циркуляционный термостат с охлаждением и нагревом на 10 л для реакций при высоких и низких температурах
- Лабораторный гидравлический пресс для таблеток для применений XRF KBR FTIR
- Циркуляционный термостат с нагревом и охлаждением 5 л для высоко- и низкотемпературных реакций с постоянной температурой
Люди также спрашивают
- Какую роль играет реактор высокого давления в СВС? Достижение точного синтеза фаз MAX с легированием марганцем
- Каково значение использования реактора высокого давления для обработки рисовой шелухи? Увеличение выхода и скорости фурфурола
- Как реакторы высокого давления повышают окислительно-восстановительную активность биоугля? Оптимизация функционализации поверхности и плотности энергии
- Каково назначение реактора высокого давления в олеофильной модификации ГО? Оптимизация прививки и диспергирования в масле.
- Как реакторы высокого давления обеспечивают надежность испытаний электролизеров? Достижение промышленной точности


















