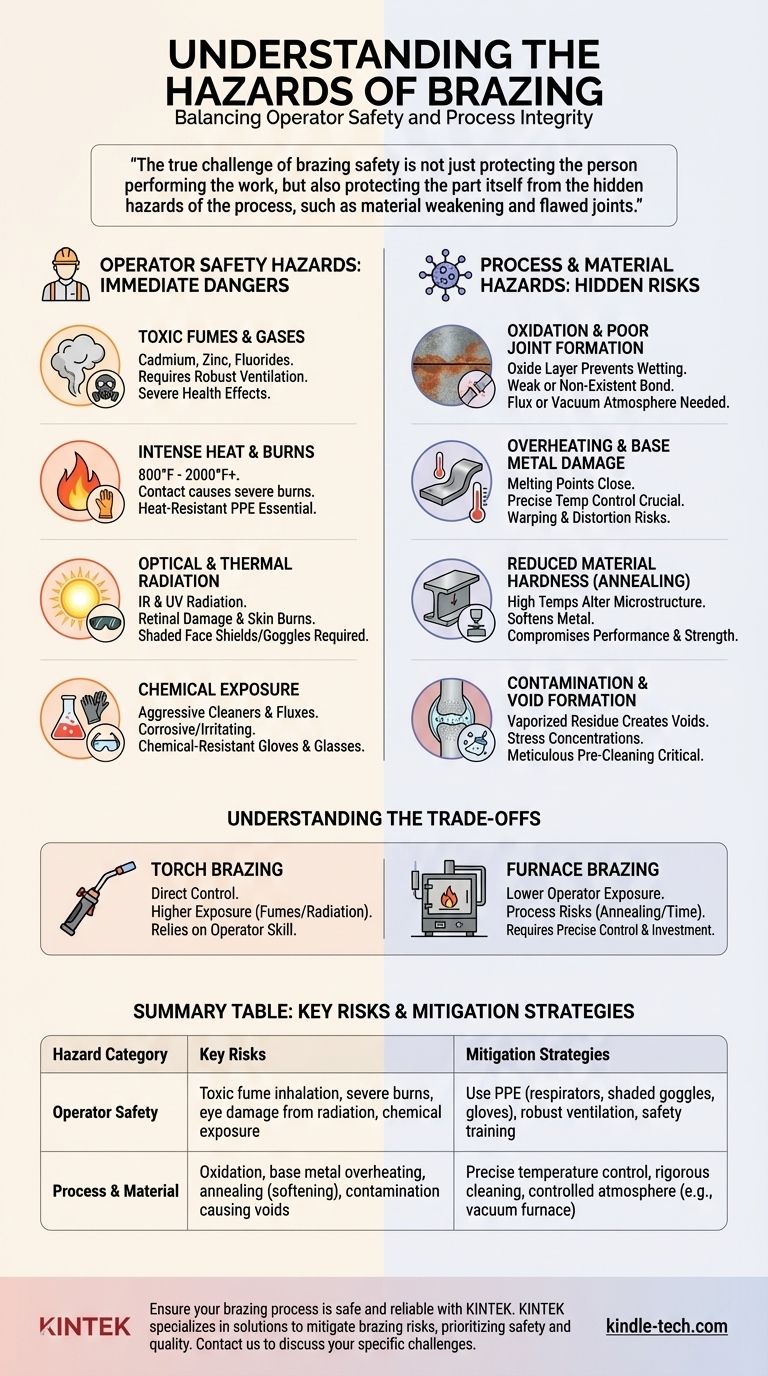
По своей сути, пайка твердым припоем представляет две отдельные категории опасностей: непосредственные физические опасности для оператора и сложные технологические риски, которые могут поставить под угрозу целостность готового компонента. Опасности для оператора включают воздействие токсичных паров, интенсивного тепла и химикатов, в то время как технологические опасности включают деградацию материала, окисление и неправильное формирование соединения, что может привести к отказу детали.
Истинная задача безопасности пайки твердым припоем заключается не только в защите человека, выполняющего работу, но и в защите самой детали от скрытых опасностей процесса, таких как ослабление материала и дефектные соединения.

Опасности для безопасности оператора: Непосредственные угрозы
Это наиболее прямые и хорошо изученные риски, связанные с любым высокотемпературным процессом соединения. Они требуют строгого соблюдения правил использования средств индивидуальной защиты (СИЗ) и контроля окружающей среды.
Токсичные пары и газы
Многие припои содержат такие элементы, как кадмий или цинк, которые при нагревании выделяют высокотоксичные пары. Кадмий, в частности, является известным канцерогеном с серьезными долгосрочными последствиями для здоровья.
Кроме того, флюсы, используемые в процессе, могут выделять фториды или другие опасные газы, что требует мощной вентиляции для предотвращения вдыхания.
Интенсивный жар и ожоги
Температура пайки твердым припоем часто колеблется от 800°F до более 2000°F (от 450°C до 1150°C). Прямой контакт с пламенем горелки, нагретыми деталями или элементами печи вызовет серьезные ожоги.
Правильные процедуры обращения, термостойкие перчатки и защитная одежда являются обязательными мерами безопасности.
Оптическое и тепловое излучение
Яркое свечение нагретого металла и припоя излучает интенсивное инфракрасное (ИК) и ультрафиолетовое (УФ) излучение. Это может вызвать повреждение сетчатки и ожоги кожи при длительном воздействии.
Затемненные лицевые щитки или специализированные очки для пайки (обычно с затемнением #3 или #4) необходимы для защиты глаз оператора.
Воздействие химикатов
Пайка часто требует агрессивных чистящих средств или кислотных/щелочных флюсов для подготовки поверхности. Эти химикаты могут быть коррозионными или раздражающими при контакте с кожей или вдыхании.
Осторожное обращение, химически стойкие перчатки и защитные очки необходимы при работе с этими материалами для предварительной очистки и флюсами.
Опасности процесса и материалов: Скрытые риски
Эти опасности не представляют непосредственной угрозы для оператора, но являются критическими рисками для качества, надежности и структурной целостности окончательной паяной сборки.
Окисление и плохое формирование соединения
Как отмечалось для таких материалов, как алюминий, на поверхности основного металла мгновенно может образоваться стойкий оксидный слой. Этот слой препятствует "смачиванию" поверхности припоем и его затеканию в соединение.
Если этот оксидный слой не удаляется флюсом или в вакуумной атмосфере, результатом является слабое или отсутствующее соединение, что является критической опасностью отказа.
Перегрев и повреждение основного металла
Температуры плавления некоторых припоев могут быть очень близки к температурам плавления основных металлов. Это требует чрезвычайно точного контроля температуры.
Случайный перегрев сборки может расплавить, деформировать или искривить основные детали, сделав их непригодными.
Снижение твердости материала (отжиг)
Высокие температуры, используемые при пайке, особенно при длительном цикле в печи, могут изменить микроструктуру основного материала. Этот процесс, известный как отжиг, размягчает металл.
Для термообработанных или нагартованных компонентов это снижение твердости и прочности может поставить под угрозу проектные характеристики детали и привести к механическому разрушению при эксплуатации.
Загрязнение и образование пустот
Любое масло, грязь или остатки чистящего средства, оставшиеся в области соединения, испарятся при нагревании, создавая газовые карманы или пустоты. Эти пустоты создают концентрацию напряжений и резко снижают прочность соединения.
Тщательная предварительная очистка — это не просто лучшая практика; это критически важный шаг для снижения риска структурно дефектного соединения.
Понимание компромиссов
Выбор метода пайки твердым припоем включает балансирование безопасности оператора, контроля процесса и стоимости. Каждый выбор сопряжен с различным профилем риска.
Пайка горелкой против печной пайки
Пайка горелкой дает оператору прямой контроль, но значительно увеличивает воздействие паров и излучения. Она также зависит от навыков оператора для предотвращения локального перегрева.
Печная пайка, включая вакуумную пайку, удаляет оператора от прямого воздействия, но вводит технологические риски. Она требует более длительных циклов, потребляет больше энергии и несет больший риск размягчения детали (отжига), если не управляется идеально.
Стоимость контроля
Достижение точного контроля, необходимого для снижения технологических опасностей, имеет свою цену. Вакуумные печи дороги, а тщательные многоступенчатые процессы очистки увеличивают время и затраты на обращение с химикатами и их утилизацию.
Неспособность инвестировать в эти средства контроля не экономит деньги; она просто переносит риск на готовый продукт в виде потенциального отказа.
Правильный выбор для вашей цели
Ваш подход к управлению опасностями пайки твердым припоем полностью зависит от того, что вы пытаетесь защитить.
- Если ваша основная цель — безопасность оператора: Приоритет отдавайте местной вытяжной вентиляции, обязательным СИЗ (респираторы, затемненные щитки, перчатки) и тщательному обучению обращению с химикатами.
- Если ваша основная цель — целостность продукта: Внедрите строгие протоколы предварительной очистки, используйте точные контроллеры температуры или автоматизированные циклы печи и проводите испытания после пайки для проверки твердости материала и качества соединения.
- Если ваша основная цель — эффективность процесса: Проанализируйте компромиссы между ручными (горелка) и автоматизированными (печь) методами, чтобы найти баланс скорости, стоимости и риска, соответствующий вашим стандартам качества.
В конечном итоге, успешная операция пайки твердым припоем — это та, где и оператор, и компонент полностью защищены от опасностей процесса.
Сводная таблица:
| Категория опасности | Ключевые риски | Стратегии снижения рисков |
|---|---|---|
| Безопасность оператора | Вдыхание токсичных паров, сильные ожоги, повреждение глаз от излучения, воздействие химикатов | Использование СИЗ (респираторы, затемненные очки, перчатки), мощная вентиляция, обучение технике безопасности |
| Процесс и материал | Окисление, перегрев основного металла, отжиг (размягчение), загрязнение, вызывающее пустоты | Точный контроль температуры, тщательная очистка, контролируемая атмосфера (например, вакуумная печь) |
Обеспечьте безопасность и надежность вашего процесса пайки твердым припоем с KINTEK.
Независимо от того, паяете ли вы в лаборатории или на производстве, управление опасностями имеет решающее значение для защиты вашей команды и ваших компонентов. KINTEK специализируется на лабораторном оборудовании и расходных материалах, предлагая такие решения, как печи с контролируемой атмосферой, системы контроля температуры и аксессуары для обеспечения безопасности, чтобы снизить риски пайки.
Позвольте нам помочь вам достичь прочных, стабильных соединений, уделяя первостепенное внимание безопасности. Свяжитесь с нами сегодня, чтобы обсудить ваши конкретные проблемы с пайкой и изучить наши индивидуальные решения.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Печь с контролируемой атмосферой 1700℃ Печь с инертной атмосферой азота
- Печь с контролируемой атмосферой 1200℃, печь с азотной инертной атмосферой
- Печь с контролируемой атмосферой 1400℃ с азотной и инертной атмосферой
- Печь для вакуумной термообработки и спекания с давлением воздуха 9 МПа
Люди также спрашивают
- Почему вы выберете пайку твердым припоем вместо мягкой пайки? Для превосходной прочности соединения и работы при высоких температурах
- Каковы преимущества пайки по сравнению со сваркой? Достижение чистого соединения металлов с минимальными деформациями
- Для чего лучше всего использовать пайку? Соединение разнородных металлов и сложных сборок
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
- Какие два разнородных металла можно соединить пайкой? Сталь и медь: объяснение



















