Хотя пайка является превосходным методом соединения, она не универсальна. Ее основные недостатки проистекают из присущих ограничений по прочности присадочного металла, тщательной подготовки, необходимой для успешного соединения, и технологических ограничений, которые могут сделать ее непригодной для определенных сред высокообъемного производства.
Основное ограничение пайки заключается в том, что свойства конечного соединения — его прочность и термостойкость — определяются присадочным металлом, а не более прочными основными материалами. Это, в сочетании с чувствительностью к чистоте поверхности и конструкции соединения, создает определенный набор эксплуатационных компромиссов.

Ограничение 1: Присущая прочность и термостойкость
Самое фундаментальное ограничение паяного соединения заключается в том, что оно может быть только таким же прочным, как и присадочный металл, использованный для его создания.
Потолок прочности присадочного металла
В отличие от сварки, которая сплавляет основные материалы, пайка использует отдельный сплав с более низкой температурой плавления в качестве клея. Это означает, что предел прочности на растяжение соединения ограничен прочностью этого присадочного металла, которая почти всегда ниже, чем у соединяемых основных металлов.
Не подходит для применений с высокими нагрузками
Поскольку присадочный материал является слабым звеном, пайка, как правило, не является предпочтительным методом для применений, подверженных чрезвычайно высоким нагрузкам или напряжениям, где необходимо сохранить полную прочность основного материала.
Ограниченная эксплуатация при высоких температурах
Рабочая температура паяного компонента ограничивается температурой плавления присадочного сплава. Если компонент работает при температуре, близкой к температуре плавления присадки, соединение потеряет целостность и разрушится.
Ограничение 2: Технологические и производственные ограничения
Сам процесс пайки налагает строгие требования, которые могут повлиять на скорость и сложность производства.
Критическая необходимость чистоты
Пайка зависит от капиллярного действия для затягивания расплавленного присадочного металла в соединение. Это действие может быть полностью заблокировано загрязнителями, такими как масла, смазки и оксиды. Следовательно, детали должны быть тщательно очищены перед пайкой, что добавляет обязательный и трудоемкий этап в производственный процесс.
Точный зазор в соединении не подлежит обсуждению
Для эффективной работы капиллярного действия зазор между двумя соединяемыми частями должен быть точным и постоянным. Слишком широкий зазор помешает проникновению присадки, а слишком узкий зазор может ограничить ее течение. Это требует жестких производственных допусков.
Медленные циклы пакетной обработки
Как отмечалось при печной и вакуумной пайке, процесс часто выполняется партиями. Цикл загрузки деталей, создания вакуума или контролируемой атмосферы, нагрева, охлаждения и выгрузки по своей сути медленный, что делает его менее подходящим для поддержания темпа высокообъемных, непрерывных производственных линий.
Ограничение 3: Потенциальные проблемы с материалами и конструкцией
Помимо прочности и процесса, следует учитывать и материальные аспекты.
Риск гальванической коррозии
При соединении разнородных металлов комбинация двух разных основных материалов и третьего присадочного металла может создать гальваническую пару в присутствии электролита (например, влаги). Это может привести к ускоренной коррозии в месте соединения, что поставит под угрозу его долговечность.
Большие плоские соединения могут быть проблематичными
Достижение соединения без пустот на очень большой площади может быть затруднено. Трудно гарантировать, что флюс или атмосфера будут идеально работать на всей площади и что присадочный металл равномерно заполнит каждую часть соединения.
Понимание компромиссов
Важно рассматривать эти ограничения не как недостатки, а как неотъемлемые компромиссы за уникальные преимущества пайки.
Меньше тепла для меньших деформаций
Более низкие температуры процесса, используемые при пайке (по сравнению со сваркой), являются значительным преимуществом. Это минимизирует термические деформации и остаточные напряжения, что делает пайку идеальной для соединения хрупких, тонкостенных или сложных сборок, которые были бы повреждены высокой температурой.
Соединение разнородных материалов
Пайка — один из лучших методов соединения радикально разных материалов, таких как медь со сталью или керамика с металлами. Ограничения присадочного металла — это цена, которую приходится платить за эту уникальную возможность.
Создание чистых, герметичных соединений
Тщательная очистка и точные зазоры, требуемые процессом, приводят к получению чрезвычайно качественных, аккуратных и часто герметичных соединений, не требующих последующей чистовой обработки.
Выбор правильного решения для вашего применения
В конечном счете, «недостатки» пайки являются недостатками только в том случае, если они противоречат вашей основной цели.
- Если ваша основная цель — максимальная прочность соединения и работа при высоких температурах: Вам, вероятно, следует рассмотреть сварочный процесс, который сплавляет основные металлы.
- Если ваша основная цель — высокоскоростное, высокообъемное производство: Автоматизированная сварка или механическое крепление могут быть более подходящими, чем медленные циклы пакетной пайки.
- Если ваша основная цель — соединение разнородных материалов или сложных сборок с минимальными термическими деформациями: Требования процесса и ограничения по прочности пайки являются приемлемыми компромиссами для достижения вашей цели.
Выбор правильного метода соединения требует понимания не только его сильных сторон, но и присущих ему ограничений и того, как они согласуются с требованиями вашего конкретного применения.
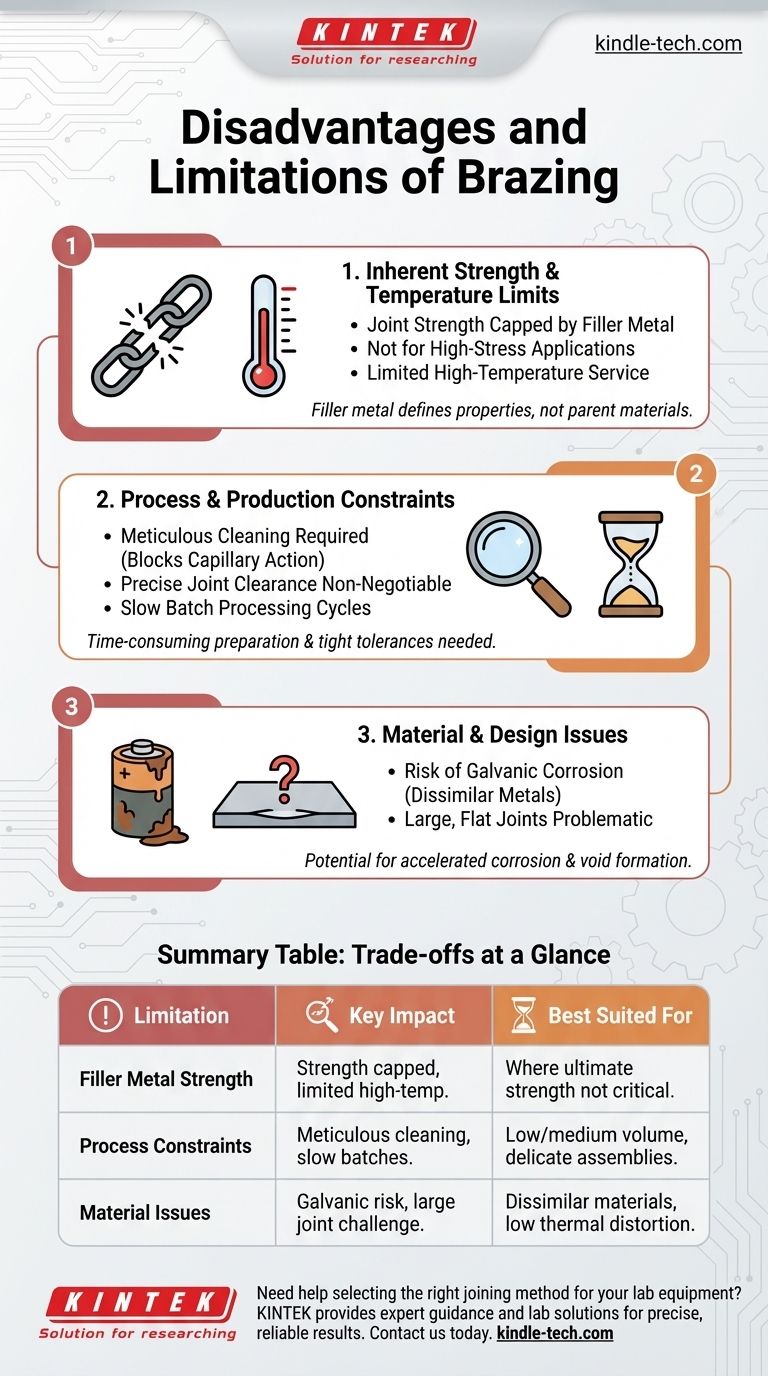
Сводная таблица:
| Ограничение | Ключевое воздействие | Наиболее подходит для |
|---|---|---|
| Прочность присадочного металла | Прочность соединения ограничена присадкой, а не основными металлами. Ограниченное использование при высоких температурах. | Применений, где максимальная прочность не является критичной. |
| Технологические ограничения | Требуется тщательная очистка, точные зазоры в соединениях и медленные пакетные циклы. | Низко- и среднеобъемное производство; сложные или хрупкие сборки. |
| Проблемы с материалами | Риск гальванической коррозии при разнородных металлах; сложность для больших плоских соединений. | Соединение разнородных материалов, где необходимо минимизировать термические деформации. |
Нужна помощь в выборе правильного метода соединения для вашего лабораторного оборудования?
Пайка предлагает уникальные преимущества для хрупких сборок и разнородных материалов, но понимание ее ограничений является ключом к успешному применению. В KINTEK мы специализируемся на предоставлении правильного лабораторного оборудования и расходных материалов для поддержки ваших конкретных потребностей в соединении и изготовлении.
Позвольте нашим экспертам помочь вам найти оптимальное решение для вашего проекта.
Свяжитесь с нами сегодня, чтобы обсудить, как мы можем помочь вам достичь точных и надежных результатов.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Машина для герметизации кнопочных батарей
- Вакуумная машина для холодной заливки образцов
- Профессиональные режущие инструменты для углеродной бумаги, диафрагмы, медной и алюминиевой фольги и многого другого
Люди также спрашивают
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества
- Как работает вакуумная термообработка? Достижение превосходных свойств материала в чистой среде



