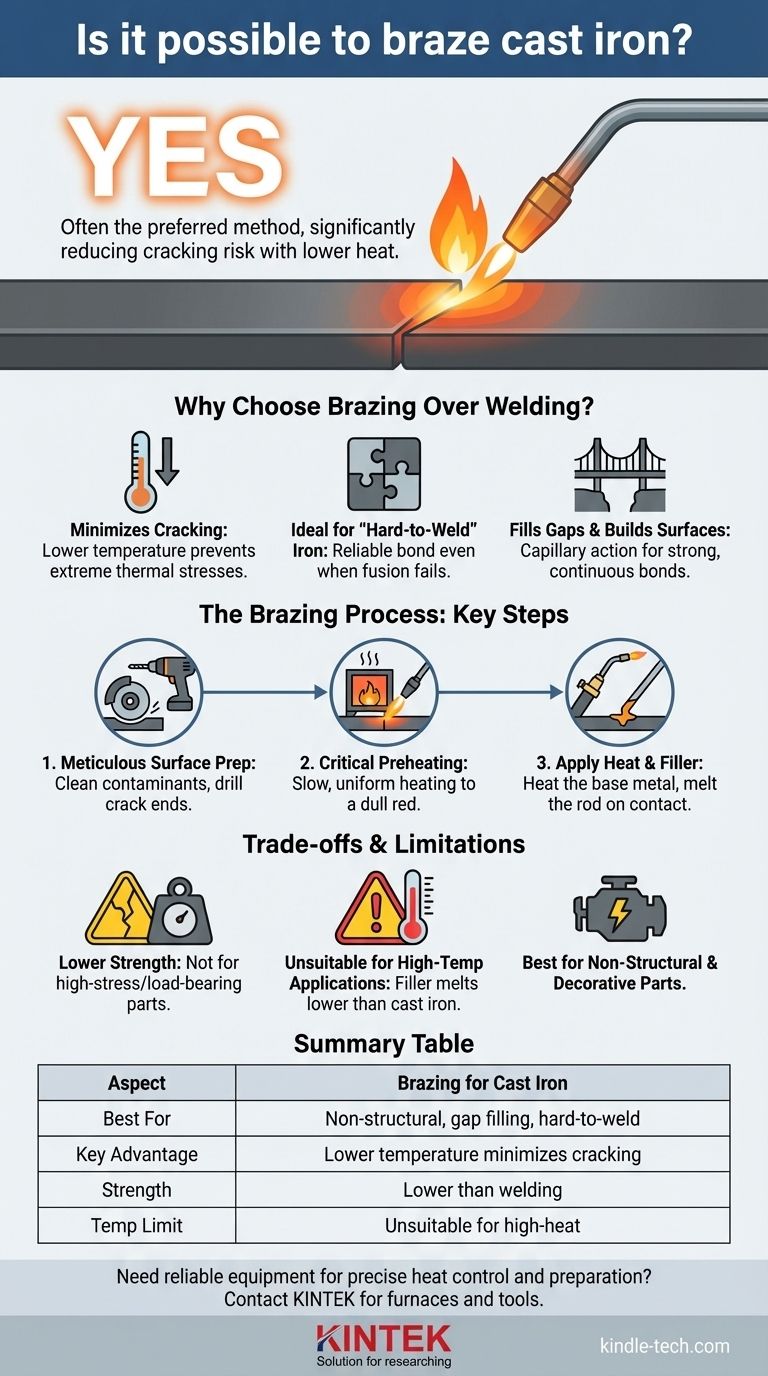
Да, паять чугун абсолютно возможно. На самом деле, для многих применений это не только возможно, но и предпочтительный метод ремонта. Пайка использует более низкую температуру, чем сварка, что значительно снижает риск растрескивания хрупкого чугуна, делая ее надежным методом соединения и ремонта деталей, где сварка оказалась неудачной или слишком рискованной.
Главная проблема с чугуном — его склонность к растрескиванию под воздействием высокой локализованной температуры сварки. Пайка изящно решает эту проблему, соединяя металл без его плавления, предлагая прочное, низконапряженное соединение, идеальное для многих неконструкционных ремонтов.
Почему для чугуна стоит выбрать пайку, а не сварку?
Пайка — это не просто альтернатива сварке; это принципиально иной процесс с явными преимуществами для такого чувствительного материала, как чугун.
Минимизация риска растрескивания
Основное преимущество пайки — более низкая рабочая температура. В процессе чугун нагревается достаточно, чтобы расплавить бронзовый или латунный присадочный пруток, но остается значительно ниже температуры плавления самого чугуна.
Этот ограниченный, более щадящий нагрев предотвращает экстремальные термические напряжения, которые вызывают растрескивание чугуна во время фазы охлаждения при традиционной сварке. Это сохраняет первоначальные свойства основного металла.
Идеально подходит для "трудносвариваемого" чугуна
Некоторые разновидности чугуна notoriously трудно сваривать из-за их специфического содержания углерода или присутствия загрязнений, накопившихся за годы эксплуатации.
Когда многократные попытки сварки терпят неудачу, пайка обеспечивает надежный путь вперед, создавая прочное соединение там, где сварка плавлением просто невозможна.
Заполнение зазоров и наращивание поверхностей
Пайка исключительно хорошо подходит для заполнения больших зазоров между деталями. Присадочный металл затекает в соединение за счет капиллярного действия, создавая прочное, непрерывное соединение, которое в некоторых случаях может быть прочнее основного чугуна. Она также эффективна для наращивания изношенных поверхностей.
Процесс пайки чугуна: ключевые этапы
Успех в пайке чугуна зависит от методичной подготовки и контроля температуры. Спешка на любом из этих этапов является наиболее частой причиной неудачи.
Шаг 1: Тщательная подготовка поверхности
Поверхность соединения должна быть полностью очищена от любых загрязнений. Масло, смазка, ржавчина и даже графит из самого чугуна будут препятствовать правильному сцеплению присадочного металла. Отшлифуйте или отполируйте поверхности до получения чистого, блестящего металла.
Для ремонта трещины просверлите небольшое отверстие на каждом конце трещины. Этот простой шаг снимает напряжение и критически важен для предотвращения дальнейшего распространения трещины во время нагрева и охлаждения.
Шаг 2: Критический предварительный нагрев
Чугун не переносит резких, локализованных изменений температуры. Его необходимо медленно и равномерно предварительно нагреть, чтобы предотвратить термический шок и растрескивание.
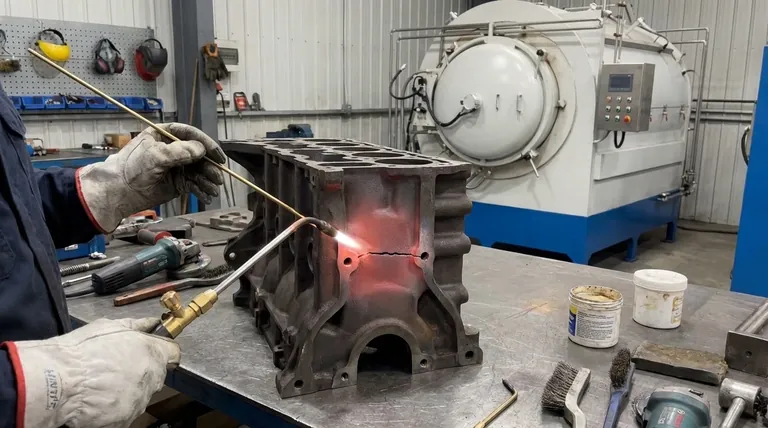
Для небольших деталей можно использовать горелку для постепенного нагрева всей детали. Для более крупных отливок настоятельно рекомендуется использовать печь для равномерного нагрева. Нагревайте чугун до тускло-красного цвета, что указывает на его готовность к пайке.
Шаг 3: Нанесение тепла и присадочного металла
Используйте нейтральное или слегка окислительное пламя с соплом для пайки соответствующего размера. Цель состоит в том, чтобы нагреть основной чугунный металл, а не присадочный пруток.
Доведите область соединения до температуры. Когда чугун достаточно нагреется, он расплавит паяльный пруток при контакте. Это гарантирует, что присадочный металл "смачивает" поверхность и глубоко проникает в соединение, создавая правильное сцепление.
Понимание компромиссов и ограничений
Хотя пайка эффективна, она не является универсальным решением. Понимание ее ограничений является ключом к правильному и безопасному использованию.
Более низкая прочность по сравнению со сваркой
Правильно выполненная сварка, которая сплавляет основные металлы вместе, обычно создает более прочное соединение, чем паяное. Пайка создает соединение на поверхности металла, а не внутри него.
Не подходит для высокотемпературных применений
Присадочные металлы для пайки имеют гораздо более низкую температуру плавления, чем чугун. Поэтому паяный ремонт не подходит для деталей, работающих при высоких температурах, таких как выпускные коллекторы, головки цилиндров или другие компоненты двигателя. Соединение выйдет из строя, как только его рабочая температура превысит температуру плавления присадочного материала.
Не для высоконагруженных или несущих деталей
Из-за более низкой прочности на растяжение по сравнению со сваркой с полным проплавлением, пайка не должна использоваться для критического ремонта компонентов, подвергающихся высокому натяжению или большим структурным нагрузкам. Она лучше всего подходит для корпусов, кожухов и декоративных элементов.
Правильный выбор для вашего ремонта
Чтобы определить, является ли пайка правильным подходом, рассмотрите конечную функцию детали.
- Если ваша основная цель — ремонт неконструкционной детали (например, кронштейна, корпуса или декоративного элемента): Пайка — отличный, низкорисковый выбор, который минимизирует вероятность растрескивания отливки.
- Если ваша основная цель — ремонт детали, подвергающейся сильному нагреву (например, выпускного коллектора): Пайка не подходит; вам необходимо изучить специализированные высокотемпературные сварочные процедуры.
- Если ваша основная цель — максимальная прочность для несущего компонента: Пайка, вероятно, недостаточна; правильный сварочный ремонт, выполненный специалистом, является более безопасным выбором.
Понимая ее принципы и ограничения, вы можете уверенно использовать пайку как мощный инструмент для ремонта чугуна.
Сводная таблица:
| Аспект | Пайка чугуна |
|---|---|
| Лучше всего для | Неконструкционный ремонт, заполнение зазоров, трудносвариваемый чугун |
| Ключевое преимущество | Более низкая температура минимизирует риск растрескивания |
| Прочность | Ниже, чем у сварки; не для высоконагруженных деталей |
| Температурный предел | Не подходит для высокотемпературных применений (например, выпускных коллекторов) |
| Процесс | Предварительный нагрев, подготовка поверхности, капиллярное течение присадочного материала |
Нужно надежное оборудование для ваших металлообрабатывающих или лабораторных проектов?
Пайка чугуна требует точного контроля температуры и подготовки. KINTEK специализируется на высококачественном лабораторном оборудовании и расходных материалах, включая печи для равномерного предварительного нагрева и инструменты для тщательной подготовки поверхности. Независимо от того, работаете ли вы в исследовательской лаборатории или в промышленной мастерской, наши решения помогут вам достичь стабильных, профессиональных результатов.
Свяжитесь с нашими экспертами сегодня, чтобы найти подходящее оборудование для ваших конкретных потребностей в ремонте или производстве чугуна.
Визуальное руководство