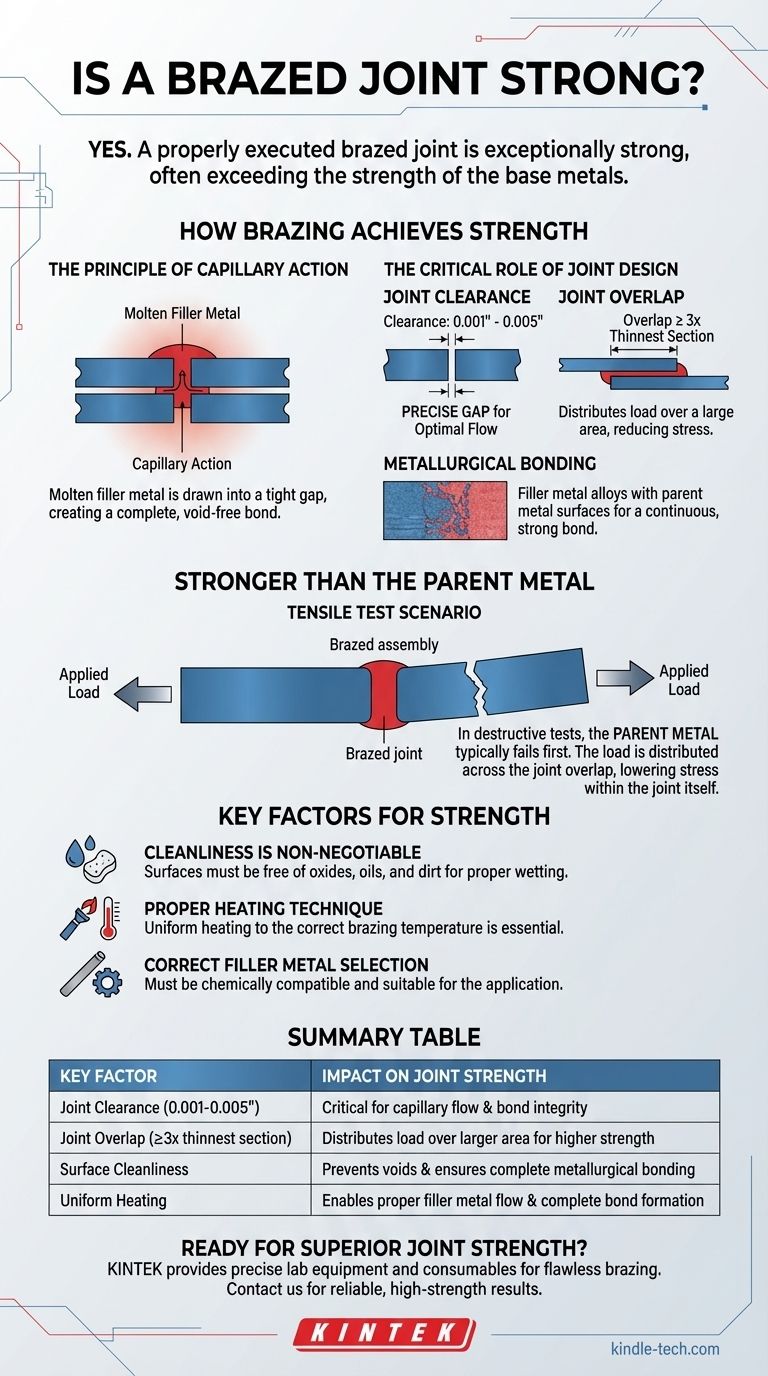
Да, правильно выполненное паяное соединение исключительно прочно. Фактически, когда соединение правильно спроектировано, подготовлено и нагрето, его прочность обычно превышает прочность отдельных соединяемых основных металлов. Это означает, что при разрушающем испытании основной металл часто разрушается раньше, чем само паяное соединение.
Прочность паяного соединения не является результатом по умолчанию; это результат правильного проектирования. Процесс основан на явлении, называемом капиллярным действием, для создания полного, высокопрочного соединения на большой площади поверхности, что делает конструкцию соединения такой же критичной, как и сам процесс пайки.
Как пайка достигает своей прочности
Замечательная прочность паяного соединения обусловлена взаимодействием между конструкцией соединения, припоем и основными металлами. Это не просто вопрос плавления припоя между двумя кусками металла.
Принцип капиллярного действия
Пайка работает путем нагрева основных металлов («родительских металлов») до температуры выше точки плавления припоя.
Расплавленный припой затем втягивается в узкое пространство между двумя плотно прилегающими поверхностями посредством капиллярного действия. Эта естественная сила обеспечивает равномерное распределение припоя, создавая полное и бездефектное соединение.
Критическая роль конструкции соединения
В отличие от сварки, прочность пайки прямо пропорциональна площади поверхности соединения. Два фактора имеют первостепенное значение.
Зазор в соединении: Зазор между двумя родительскими металлами должен быть точным. Если зазор слишком широк, капиллярное действие будет слабым или отсутствующим. Если он слишком мал, припой вообще не сможет проникнуть в соединение. Для большинства распространенных припоев этот зазор обычно составляет от 0,001" до 0,005" (от 0,025 мм до 0,127 мм).
Перекрытие соединения: Прочность соединения является функцией его площади сдвига. Хорошее эмпирическое правило — проектировать соединение с перекрытием не менее трех толщин самого тонкого участка металла. Это перекрытие распределяет нагрузку по большой площади, уменьшая напряжение в любой отдельной точке.
Сила металлургического связывания
Припой не просто действует как клей. В процессе пайки припой сплавляется с тонким слоем поверхностей основного металла. Это создает новую, прочную и непрерывную металлургическую связь между деталями.
Понимание феномена «прочнее основного металла»
Утверждение о том, что паяное соединение может быть прочнее соединяемых металлов, постоянно подтверждается лабораторными испытаниями и реальными применениями.
Сценарий испытания на растяжение
Когда правильно спаянная сборка подвергается испытанию на растяжение (разрыв), разрушение редко происходит в самом паяном соединении.
Вместо этого основной металл рядом с соединением обычно сначала растягивается, деформируется и ломается. Соединение остается неповрежденным.
Почему это происходит
Нагрузка, приложенная к сборке, распределяется по всей площади перекрытия соединения. Поскольку эта площадь значительна (из-за правила перекрытия 3T), напряжение внутри соединения ниже, чем напряжение в более узком поперечном сечении основного металла.
По сути, вы тянете за широкое, прочное соединение, и самым слабым звеном становится сам основной материал.
Ключевые факторы, определяющие прочность
Достижение такого уровня прочности является условным. Конечный результат полностью зависит от процесса.
Чистота не подлежит обсуждению
Поверхности основных металлов должны быть тщательно очищены. Любые оксиды, масла или грязь будут препятствовать смачиванию поверхности припоем и его правильному растеканию, что приведет к образованию пустот и значительному ослаблению соединения. Использование соответствующего флюса или контролируемой атмосферы необходимо для предотвращения окисления во время нагрева.
Правильная техника нагрева
Оба основных металла должны быть равномерно нагреты до правильной температуры пайки. Если одна часть горячее другой, припой будет течь только к более горячей части, создавая неполное соединение.
Правильный выбор припоя
Припой должен быть химически совместим с основными металлами и подходить для конечного применения, учитывая такие факторы, как рабочая температура и потенциал гальванической коррозии.
Правильный выбор для вашего применения
Используйте эти рекомендации, чтобы определить, является ли пайка правильным подходом для вашего проекта.
- Если ваша основная цель — соединение разнородных металлов или тонкостенных деталей: Пайка — отличный выбор благодаря более низкой температуре процесса, которая минимизирует деформацию и термические напряжения.
- Если ваша основная цель — максимальная прочность соединения, которое может быть правильно спроектировано: Правильно выполненное паяное соединение обеспечивает исключительную прочность, которая соперничает или превосходит основные материалы.
- Если вам нужно заполнить большие, непостоянные зазоры или требуется производительность при экстремальных температурах: Сварка, вероятно, является более подходящим процессом для ваших нужд, поскольку пайка зависит от малых зазоров, а ее прочность снижается по мере приближения температуры к точке плавления припоя.
В конечном итоге, пайка обеспечивает надежный и прочный метод соединения, если соблюдаются принципы проектирования соединения и контроля процесса.
Сводная таблица:
| Ключевой фактор | Влияние на прочность соединения |
|---|---|
| Зазор в соединении (0,001-0,005") | Критически важен для капиллярного потока и целостности соединения |
| Перекрытие соединения (≥3x самой тонкой секции) | Распределяет нагрузку по большей площади для повышения прочности |
| Чистота поверхности | Предотвращает пустоты и обеспечивает полное металлургическое связывание |
| Равномерный нагрев | Обеспечивает правильное растекание припоя и полное формирование соединения |
Готовы достичь превосходной прочности соединений в ваших лабораторных приложениях?
В KINTEK мы специализируемся на предоставлении точного лабораторного оборудования и расходных материалов, необходимых для безупречных процессов пайки. Наш опыт гарантирует, что вы получите правильные инструменты для надлежащего проектирования соединений, контроля температуры и подготовки поверхности, помогая вам создавать паяные соединения, которые постоянно превосходят основные материалы.
Свяжитесь с нами сегодня, чтобы обсудить, как наши решения могут улучшить ваши приложения для соединения и обеспечить надежные, высокопрочные результаты. Свяжитесь с нашими экспертами, чтобы начать!
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Лабораторные алмазные материалы с легированием бором методом CVD
- Пресс-форма квадратная лабораторная для лабораторных применений
- Каломельный, хлорсеребряный, сульфатно-ртутный электрод сравнения для лабораторного использования
- Круглая двунаправленная пресс-форма для лаборатории
Люди также спрашивают
- Как работает вакуумная термообработка? Достижение превосходных свойств материала в чистой среде
- Как паять печь? Руководство по высокопроизводительному, точному соединению металлов
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере



















