По своей сути, литьевая форма строится с использованием либо двухплитной, либо трехплитной системы. Выбор между этими двумя основными конструкциями не случаен; он диктуется геометрией детали, требуемым расположением литника и желаемым уровнем автоматизации производственного процесса.
Количество плит в форме — обычно две или три — напрямую определяет, как подается пластик и как готовая деталь отделяется от производственного литника. Этот выбор имеет значительные последующие последствия для стоимости, времени цикла и качества детали.
Основная анатомия литьевой формы
Прежде чем сравнивать конструкции, важно понять две половины любой формы. Их часто называют стороной А и стороной Б.
Сторона А (Полостная сторона)
Сторона А — это половина формы, которая обычно крепится к неподвижной плите литьевой машины. Она содержит литниковую втулку, через которую пластик впервые поступает в форму, и часто формирует косметическую «поверхность» детали.
Сторона Б (Сердечниковая сторона)
Сторона Б крепится к подвижной плите и содержит сердечник формы, который формирует внутреннюю геометрию детали. Она также вмещает выталкивающую систему, которая выталкивает готовую деталь из формы после ее охлаждения. Разделение между стороной А и стороной Б называется линией разъема.
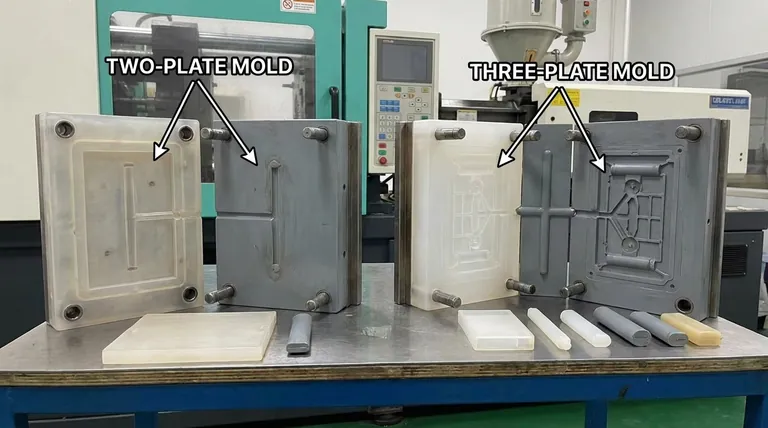
Двухплитная форма: простота и эффективность
Двухплитная форма — самый распространенный и простой тип конструкции литьевой формы.
Как это работает
Эта конструкция состоит из одной системы плиты А и одной системы плиты Б. Когда форма открывается, она разделяется по одной линии разъема.
Система литников
В двухплитной форме литник (канал, который доставляет пластик от литниковой втулки к полости детали) находится на той же линии разъема, что и сама деталь.
Это означает, что при извлечении детали литник и литниковая втулка извлекаются вместе с ней, все соединенное в единое целое. Это требует вторичной операции — ручной или роботизированной — для отделения детали от литникового отхода.
Лучшие сценарии использования
Двухплитные формы идеально подходят для более простых деталей, где метка литника может быть расположена на внешнем крае или периметре детали. Они менее затратны в изготовлении и обслуживании, что делает их выбором по умолчанию для широкого спектра изделий.
Трехплитная форма: сложность для автоматизации
Трехплитная форма вводит дополнительную плиту для устранения ограничений двухплитной конструкции.
Как это работает
Эта конструкция использует три группы плит, создающие две линии разъема. Она включает стандартные сторону А и сторону Б, а также «литниковую плиту» между ними.
Когда форма открывается, первая линия разъема открывается, чтобы разорвать соединение литника с деталью. Затем вторая линия разъема открывается, чтобы извлечь саму деталь.
Преимущество: Автоматическое отрезание литника
Основная функция трехплитной формы — автоматическое отрезание литника. Система литников находится на другой линии разъема, чем деталь.
Когда форма открывается, литник удерживается на своей плите и автоматически отделяется от детали. Затем литник извлекается отдельно, оставляя чистую деталь, не требующую вторичной операции обрезки.
Лучшие сценарии использования
Трехплитные формы необходимы для деталей, требующих точечного литника в центре поверхности, вдали от края. Они также используются для сложных многогнездовых компоновок, где автоматическое разделение литников имеет решающее значение для сокращения времени цикла и трудозатрат.
Понимание компромиссов
Выбор между двухплитной и трехплитной формой предполагает прямой компромисс между первоначальными затратами и операционной эффективностью.
Сложность и стоимость формы
Двухплитная форма механически проста. Она имеет меньше компонентов, ее легче спроектировать и изготовить, и поэтому ее первоначальная стоимость значительно ниже.
Трехплитная форма более сложна, требует более точной механической обработки и сборки. Это делает ее более дорогой в производстве и обслуживании.
Время цикла и автоматизация
Для двухплитной формы общее время цикла должно включать вторичный этап отделения детали от литника. Это может увеличить трудозатраты и замедлить общую скорость производства.
Хотя движение трехплитной формы более сложное, оно устраняет необходимость ручного отрезания литника. Это может привести к более быстрому, полностью автоматизированному и более стабильному общему циклу, что очень ценно в крупномасштабном производстве.
Конструкция детали и расположение литника
Выбор конструкции формы напрямую влияет на конструкцию детали. Двухплитная форма ограничивает расположение литников линией разъема, оставляя видимый след на краю детали.
Трехплитная форма обеспечивает гораздо большую гибкость в расположении литников, позволяя использовать точечные литники на верхней поверхности детали. Это часто имеет решающее значение по косметическим причинам или для обеспечения правильного течения пластика в сложных геометрических формах.
Сделайте правильный выбор для вашего проекта
Конкретные цели вашего проекта определят правильную конструкцию формы.
- Если ваш основной приоритет — минимизация первоначальных затрат на оснастку для простых деталей: Двухплитная форма почти всегда является наиболее экономичным и эффективным решением.
- Если ваш основной приоритет — высокообъемное автоматизированное производство с гибким расположением литников: Более высокие первоначальные инвестиции в трехплитную форму окупятся за счет снижения трудозатрат и более быстрого времени цикла.
- Если косметические или функциональные требования вашей детали требуют центрального литника: Трехплитная форма — это не просто вариант, а необходимость для конструкции.
В конечном счете, понимание функции плиточной системы — это первый шаг к проектированию детали, оптимизированной как по производительности, так и по эффективности производства.
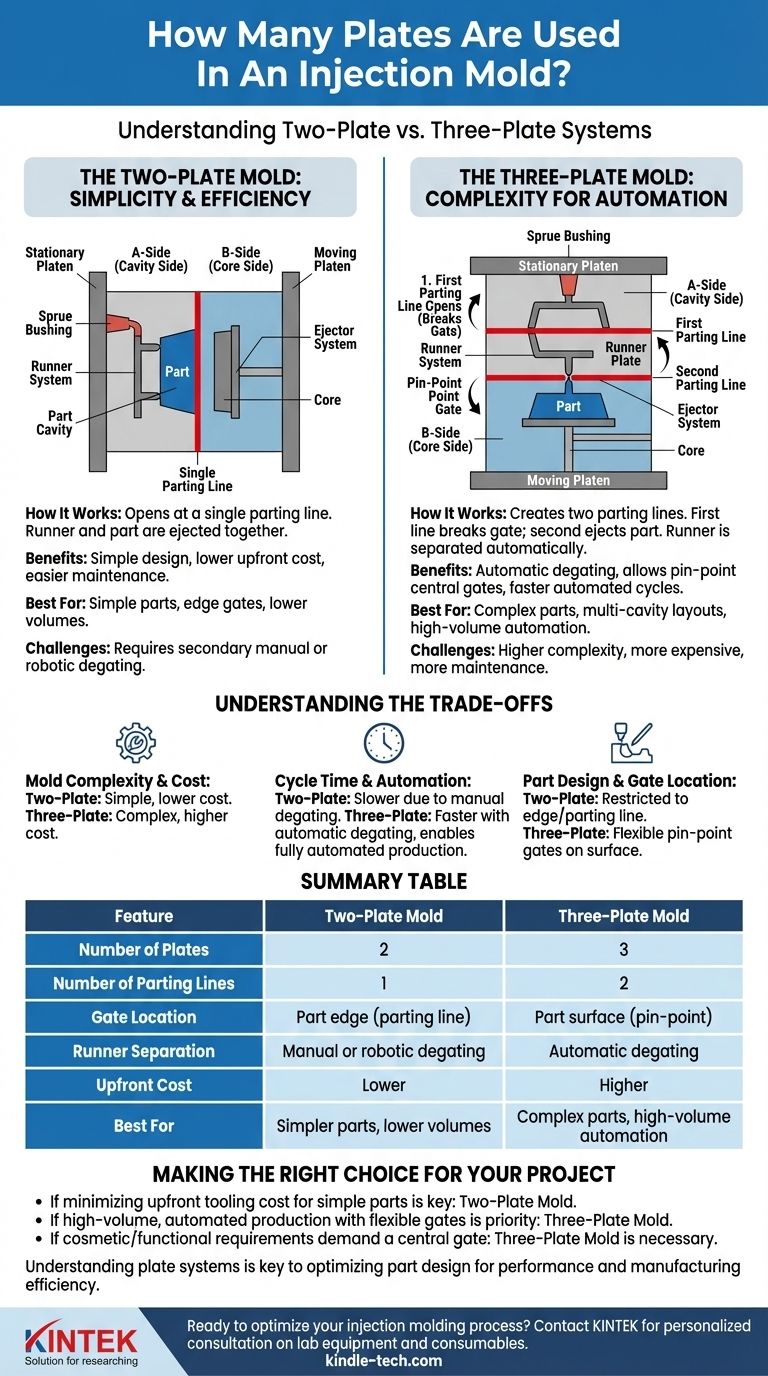
Сводная таблица:
| Характеристика | Двухплитная форма | Трехплитная форма |
|---|---|---|
| Количество плит | 2 | 3 |
| Количество линий разъема | 1 | 2 |
| Расположение литника | Край детали (линия разъема) | Поверхность детали (точечный) |
| Отделение литника | Ручное или роботизированное отрезание | Автоматическое отрезание |
| Первоначальная стоимость | Ниже | Выше |
| Лучше всего подходит для | Более простые детали, меньшие объемы | Сложные детали, высокообъемная автоматизация |
Готовы оптимизировать свой процесс литья под давлением? Правильная конструкция формы имеет решающее значение для качества детали, экономической эффективности и скорости производства. В KINTEK мы специализируемся на предоставлении лабораторного оборудования и расходных материалов, которые поддерживают передовые исследования и разработки в области производства и контроля качества. Независимо от того, занимаетесь ли вы прототипированием новой детали или масштабированием производства, наши эксперты помогут вам выбрать правильные инструменты для успеха.
Давайте обсудим, как мы можем поддержать ваши лабораторные и производственные потребности. Свяжитесь с нашей командой сегодня для получения индивидуальной консультации!
Визуальное руководство
Связанные товары
- Малый термопластавтомат для лабораторного использования
- Лабораторная пресс-форма для инфракрасного излучения
- Пресс-форма кольцевая для лабораторных применений
- Инфракрасная пресс-форма без извлечения образца для лабораторных применений
- Пресс-форма специальной формы для лаборатории
Люди также спрашивают
- В чем важность термопластавтомата? Открытие возможностей высокообъемного, точного производства
- Что такое объем впрыска (shot capacity) литьевой машины? Оптимизируйте размер впрыска для безупречных деталей
- Каковы два распространенных типа процессов литья под давлением? Объяснение: термопласты против реактопластов
- Какая машина используется для формования? Термопластавтоматы для массового производства
- Что можно изготовить с помощью термопластавтомата? Эффективное массовое производство высококачественных пластиковых деталей



















