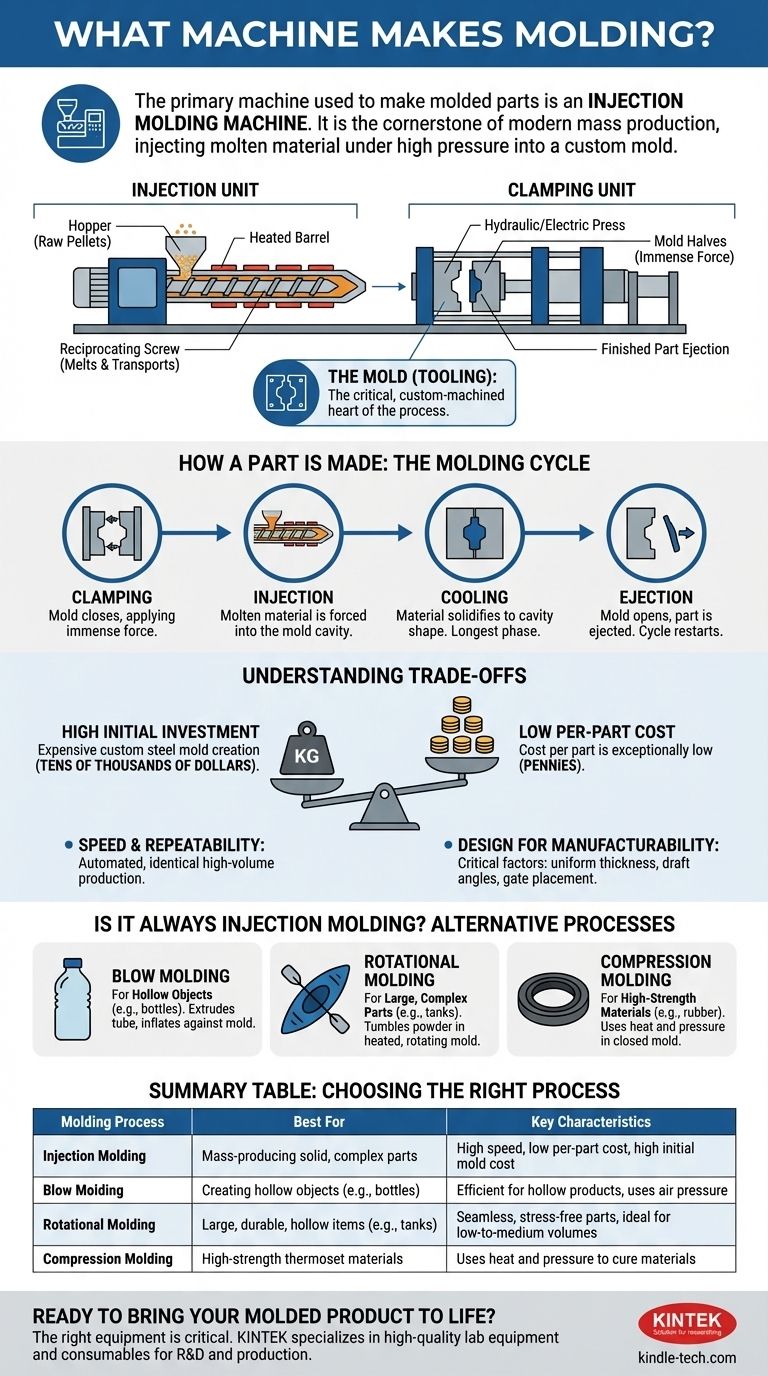
Основной машиной, используемой для изготовления формованных деталей, является термопластавтомат (ТПА). Это мощное оборудование работает путем впрыска расплавленного материала, чаще всего пластика, под высоким давлением в точно обработанную форму, или инструмент. Как только материал остывает и затвердевает, машина открывает форму и извлекает готовую, идеально сформированную деталь.
Хотя существует несколько типов формования, термопластавтомат является краеугольным камнем современного массового производства. Он преобразует сырьевые пластиковые гранулы в готовые детали с невероятной скоростью и повторяемостью, но его эффективность полностью зависит от качества используемой им изготовленной на заказ формы.

Анатомия термопластавтомата
Термопластавтомат — это не одно устройство, а система из двух основных узлов, работающих в идеальной синхронизации: инжекционная установка и узел запирания.
Инжекционная установка: от гранулы до жидкости
Здесь сырье начинает свою трансформацию. Она состоит из бункера, который подает пластиковые гранулы в нагретый цилиндр. Внутри цилиндра большой возвратно-поступательный шнек одновременно транспортирует и плавит пластик, подготавливая точную «порцию» расплавленного материала для впрыска.
Узел запирания: источник огромной силы
Узел запирания действует как мощный гидравлический или электрический пресс. Его задача — удерживать две половины стальной формы сомкнутыми с огромной силой, измеряемой в тоннах. Эта сила необходима для противодействия высокому давлению впрыскиваемого расплавленного пластика, предотвращая его утечку и обеспечивая правильное формирование детали.
Форма (Инструмент): Сердце процесса
Форма, также называемая инструментом или матрицей, является наиболее важным компонентом. Это специально обработанный блок стали с вырезанной в нем полостью, которая является негативным изображением детали, которую вы хотите создать. Качество, точность и конструкция формы определяют конечное качество продукта.
Как изготавливается деталь: Объяснение цикла формования
Процесс создания одной детали представляет собой быстрый четырехэтапный цикл, который часто занимает всего несколько секунд.
Этап 1: Запирание
Узел запирания сдвигает две половины формы вместе и прикладывает тысячи фунтов силы, чтобы удерживать ее надежно закрытой.
Этап 2: Впрыск
Шнек инжекционной установки движется вперед, выталкивая подготовленную порцию расплавленного пластика из цилиндра в полость формы под высоким давлением.
Этап 3: Охлаждение
Расплавленный пластик внутри формы начинает остывать, часто при помощи внутренних водяных каналов. По мере остывания он затвердевает, принимая форму полости. Это, как правило, самая продолжительная фаза цикла.
Этап 4: Извлечение
Как только деталь достаточно затвердеет, узел запирания открывает форму. Выталкивающие штифты затем извлекают готовую деталь из формы, и цикл начинается снова.
Понимание компромиссов литья под давлением
Несмотря на свою невероятную эффективность, этот процесс включает в себя критические соображения, которые определяют его пригодность для проекта.
Высокие первоначальные инвестиции против низкой стоимости за деталь
Основной компромисс — это стоимость. Изготовление заказной стальной формы чрезвычайно дорогостояще в разработке и производстве, часто стоит десятки тысяч долларов. Однако, как только форма изготовлена, стоимость производства каждой отдельной детали исключительно низка, часто всего несколько центов.
Скорость и повторяемость
Литье под давлением — один из самых быстрых производственных процессов. Его автоматизированный характер гарантирует, что каждая произведенная деталь, от первой до миллионной, практически идентична. Это делает его неоспоримым стандартом для крупносерийного производства.
Конструкция с учетом технологичности имеет решающее значение
Детали должны быть разработаны специально для процесса литья под давлением. Такие факторы, как равномерная толщина стенок, углы уклона (небольшие конусы для облегчения извлечения) и расположение литников (мест входа пластика в форму), являются обязательными для успеха.
Всегда ли это термопластавтомат?
Хотя литье под давлением является наиболее распространенным, другие специализированные машины создают различные типы формованных изделий.
Выдувное формование: для полых изделий
Этот процесс используется для изготовления полых деталей, таких как бутылки и контейнеры. Он работает путем экструзии трубки из расплавленного пластика («рукава»), а затем использования давления воздуха для раздувания его по стенкам формы.
Ротационное формование: для больших, сложных деталей
Этот метод, также известный как ротоформование, идеален для создания больших, бесшовных и не подверженных внутренним напряжениям полых деталей, таких как каяки, резервуары для воды и игровое оборудование. Он включает в себя вращение пластикового порошка внутри нагретой вращающейся формы.
Прессование (Компрессионное формование): для высокопрочных материалов
Этот метод часто используется с термореактивными материалами, такими как резина или силикон. Предварительно отмеренное количество материала помещается непосредственно в нагретую полость формы, которая затем закрывается, прикладывая тепло и давление для отверждения материала до его окончательной формы.
Выбор правильного процесса формования
Геометрия вашего конечного продукта, материал и требуемый объем производства определят правильную машину и процесс.
- Если ваш основной акцент — массовое производство сплошных, сложных деталей: Термопластавтомат является отраслевым стандартом благодаря своей скорости и низкой стоимости за деталь.
- Если ваш основной акцент — создание полых изделий, таких как бутылки: Вам нужен специализированный, высокоэффективный процесс выдувного формования.
- Если ваш основной акцент — большие, прочные, полые изделия: Ротационное формование предлагает свободу дизайна и прочность для производства от малых до средних объемов.
- Если ваш основной акцент — прочные, термостойкие детали из термореактивных материалов: Компрессионное формование является идеальным методом.
Понимание машины и соответствующего ей процесса — это первый шаг к воплощению физического продукта в жизнь в промышленных масштабах.
Сводная таблица:
| Процесс формования | Лучше всего подходит для | Ключевые характеристики |
|---|---|---|
| Литье под давлением (ТПА) | Массовое производство сплошных, сложных деталей | Высокая скорость, низкая стоимость за деталь, высокая первоначальная стоимость формы |
| Выдувное формование | Создание полых объектов (например, бутылок) | Эффективно для полых изделий, использует давление воздуха |
| Ротационное формование | Большие, прочные, полые изделия (например, резервуары) | Бесшовные детали без внутренних напряжений, идеально подходит для малых и средних объемов |
| Компрессионное формование | Высокопрочные термореактивные материалы (например, резина) | Использует тепло и давление для отверждения материалов |
Готовы воплотить ваш формованный продукт в жизнь? Правильное оборудование имеет решающее значение для успеха. В KINTEK мы специализируемся на предоставлении высококачественного лабораторного оборудования и расходных материалов для поддержки ваших исследований и разработок, а также производственных потребностей. Независимо от того, создаете ли вы прототип нового дизайна или масштабируете производство, наши эксперты помогут вам найти идеальное решение. Свяжитесь с нашей командой сегодня, чтобы обсудить, как мы можем поддержать ваши лабораторные и производственные цели!
Визуальное руководство
Связанные товары
- Малый термопластавтомат для лабораторного использования
- Лабораторная пресс-форма для инфракрасного излучения
- Инфракрасная пресс-форма без извлечения образца для лабораторных применений
- Пресс-форма кольцевая для лабораторных применений
- Пресс-форма против растрескивания для лабораторного использования
Люди также спрашивают
- Каково применение термопластавтоматов? Обеспечение массового производства сложных деталей
- Что можно изготовить с помощью термопластавтомата? Эффективное массовое производство высококачественных пластиковых деталей
- Каковы преимущества и недостатки термопластавтоматов? Максимизация эффективности для массового производства
- В чем важность термопластавтомата? Открытие возможностей высокообъемного, точного производства
- В какой отрасли используется литье под давлением? От медицины до автомобилестроения — оно повсюду



















