Хотя термин часто звучит как "short capacity" (недостаточная производительность), правильный технический термин в литье под давлением — это объем впрыска (shot capacity), также известный как производительность впрыска. Он относится к максимальному объему или весу расплавленного пластика, который шнек машины может протолкнуть вперед и впрыснуть в форму за один цикл. Это одна из самых фундаментальных характеристик литьевой машины.
Объем впрыска — это "бензобак" машины для каждого цикла. Понимание этого предела важно не только для того, чтобы знать, может ли машина изготовить деталь, но и для того, чтобы она могла изготовить ее качественно, без дефектов и со стабильным, повторяемым процессом.

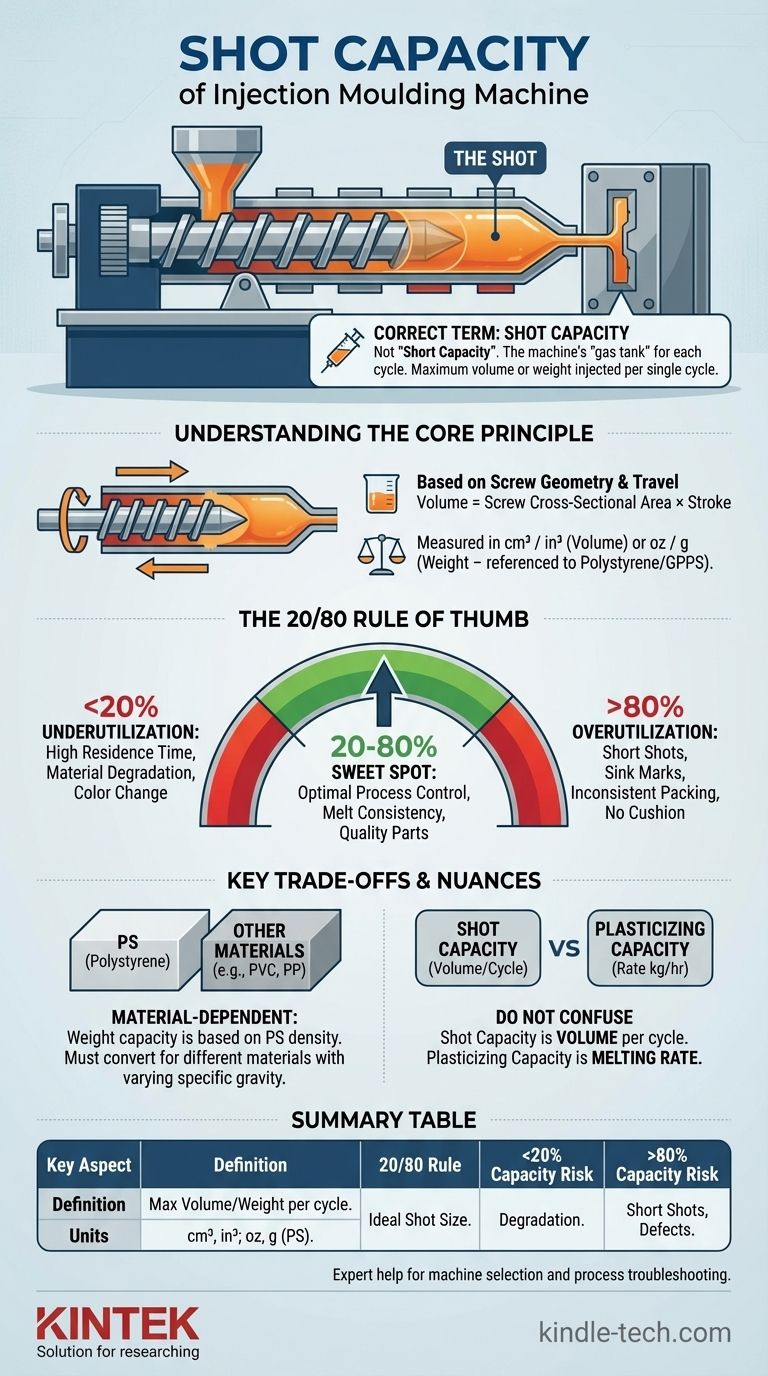
Понимание объема впрыска: основной принцип
Объем впрыска является основным конструктивным параметром литьевой машины, определяющим максимальный размер деталей, которые она может производить.
Что такое объем впрыска?
Объем впрыска — это максимальный объем расплава, который шнек может вытеснить при движении вперед во время впрыска. Это жесткое ограничение, определяемое физической конструкцией машины.
Эта характеристика всегда указывается производителем и является ключевым фактором при выборе машины для конкретной задачи.
Как это измеряется?
Объем впрыска измеряется двумя распространенными способами:
- Объем: Обычно выражается в кубических сантиметрах (см³) или кубических дюймах (дюйм³).
- Вес: Часто выражается в унциях (унц.) или граммах (г).
Важно отметить, что при выражении в весовых единицах он всегда приводится для конкретного материала, чаще всего полистирола общего назначения (GPPS). Это критически важная деталь для точных расчетов.
Роль шнека и цилиндра
Объем является прямой функцией геометрии шнека внутри цилиндра. Он рассчитывается путем умножения площади поперечного сечения шнека на его максимально возможное расстояние перемещения (ход шнека).
Когда шнек вращается и отводится для расплавления нового пластика, он создает "порцию" расплавленного материала в пространстве перед своим наконечником. Объем впрыска машины — это максимально возможный объем, который может вместить это пространство.
Почему объем впрыска критически важен для производства
Несоответствие между требуемым объемом впрыска и производительностью машины является основной причиной дефектов литья и нестабильности процесса.
Подбор машины к форме
Наиболее важное применение объема впрыска — это обеспечение физической возможности машины заполнить форму. Объем впрыска машины должен быть больше, чем общий объем детали(ей) плюс объем литниковой системы, которая подает пластик.
Если требуемый объем превышает производительность машины, результатом будет "недолив" — неполная деталь.
Эмпирическое правило 20/80
Для оптимальной обработки общий вес впрыска для вашей детали должен составлять от 20% до 80% от номинального объема впрыска машины.
Этот диапазон считается "золотой серединой" для контроля процесса, консистенции расплава и качества деталей.
Последствия несоответствия
Работа за пределами правила 20/80 может привести к значительным проблемам.
Использование менее 20% производительности означает, что пластик слишком долго находится в горячем цилиндре. Это увеличенное время пребывания может вызвать деградацию материала, изменение цвета и ухудшение механических свойств.
Использование более 80% производительности оставляет мало или совсем не оставляет "подушки" материала для фазы выдержки под давлением. Это приводит к непостоянному весу деталей, утяжинам, плохому контролю размеров и стрессовому, ненадежному процессу.
Понимание компромиссов и нюансов
Простого взгляда на спецификацию производителя недостаточно. Вы должны учитывать конкретные требования к материалу и процессу.
Это всегда зависит от материала
Объем впрыска машины, указанный в унциях или граммах, основан на полистироле (ПС). Если вы используете другой материал с другой плотностью расплава, вы должны скорректировать свои расчеты.
Например, машина, рассчитанная на 8 унций ПС, будет впрыскивать больший вес плотного ПВХ, но меньший вес менее плотного полипропилена (ПП). Вы должны пересчитать объем на основе удельного веса выбранного вами материала.
Объем впрыска против производительности пластификации
Не путайте объем впрыска с производительностью пластификации.
- Объем впрыска: Объем пластика, впрыскиваемого за цикл.
- Производительность пластификации: Скорость, с которой машина может расплавлять сырой пластик, измеряемая в кг/ч или фунт/ч.
Для деталей с очень коротким временем цикла способность вашей машины достаточно быстро расплавлять пластик (скорость пластификации) может стать узким местом, даже если объем впрыска достаточен.
Выбор правильной машины для вашей детали
Используйте свое понимание объема впрыска для принятия обдуманных, основанных на данных решений, которые предотвращают производственные проблемы еще до их возникновения.
- Если ваша основная задача — проектирование новой детали: Рассчитайте общий требуемый объем впрыска (деталь + литниковая система) и убедитесь, что он комфортно укладывается в диапазон использования от 20% до 80% от целевой машины.
- Если ваша основная задача — устранение дефектов: Убедитесь, что ваш текущий размер впрыска не слишком близок к минимальной или максимальной производительности машины, так как это является частой причиной деградации и непостоянного заполнения.
- Если ваша основная задача — смена материалов: Всегда пересчитывайте номинальный объем впрыска машины (на основе ПС) в эквивалентный вес для вашего конкретного материала, используя его плотность расплава.
Освоение концепции объема впрыска является фундаментальным шагом к достижению стабильного, повторяемого и прибыльного процесса литья под давлением.
Сводная таблица:
| Ключевой аспект | Описание |
|---|---|
| Определение | Максимальный объем/вес пластика, который машина может впрыснуть за один цикл. |
| Общие единицы | см³, дюйм³ (объем); унц., г (вес, применительно к полистиролу). |
| Правило 20/80 | Идеальный объем впрыска составляет 20-80% от производительности машины для оптимального качества. |
| < 20% производительности | Риск деградации материала из-за длительного времени пребывания. |
| > 80% производительности | Риск недоливов, утяжин и непостоянной выдержки под давлением. |
Сталкиваетесь с недоливами или деградацией материала? Объем впрыска вашей литьевой машины может быть причиной.
В KINTEK мы специализируемся на предоставлении подходящего лабораторного и производственного оборудования для удовлетворения ваших конкретных потребностей. Независимо от того, проектируете ли вы новую деталь, устраняете дефекты или меняете материалы, наличие правильной литьевой машины имеет первостепенное значение для вашего успеха.
Позвольте нашим экспертам помочь вам:
- Выбрать идеальную машину с оптимальным объемом впрыска для вашего применения.
- Устранить проблемы процесса, связанные с размером впрыска и поведением материала.
- Обеспечить стабильный, повторяемый процесс, который максимизирует качество деталей и прибыльность.
Не позволяйте машине неподходящего размера ограничивать ваше производство. Свяжитесь с KINTEL сегодня для консультации и убедитесь, что ваш следующий проект будет иметь оглушительный успех!
Визуальное руководство
Связанные товары
- Малый термопластавтомат для лабораторного использования
- Лабораторная пресс-форма для инфракрасного излучения
- Инфракрасная пресс-форма без извлечения образца для лабораторных применений
- Двухшнековый экструдер для гранулирования пластика
- Вакуумная машина для холодной заливки образцов
Люди также спрашивают
- В чем важность термопластавтомата? Открытие возможностей высокообъемного, точного производства
- Каковы преимущества и недостатки термопластавтоматов? Максимизация эффективности для массового производства
- Каковы два распространенных типа процессов литья под давлением? Объяснение: термопласты против реактопластов
- Что можно изготовить с помощью термопластавтомата? Эффективное массовое производство высококачественных пластиковых деталей
- Каковы этапы процесса формования? Руководство по формованию пластика, металла и керамики









