При индукционном нагреве температура контролируется путем точного управления выходной мощностью индукционной системы с течением времени. Это достигается одним из двух основных методов: простым, предварительно запрограммированным графиком мощности и продолжительности (управление с разомкнутым контуром) или более сложной системой, которая использует температурные датчики в реальном времени для постоянной регулировки мощности и достижения заданной цели (управление с замкнутым контуром).
Управление индукционным нагревом — это не установка термостата; это управление подачей энергии. Основное решение заключается в том, полагаться ли на фиксированный рецепт мощности и времени для обеспечения согласованности или внедрить систему обратной связи, управляемую датчиками, для достижения максимальной точности.

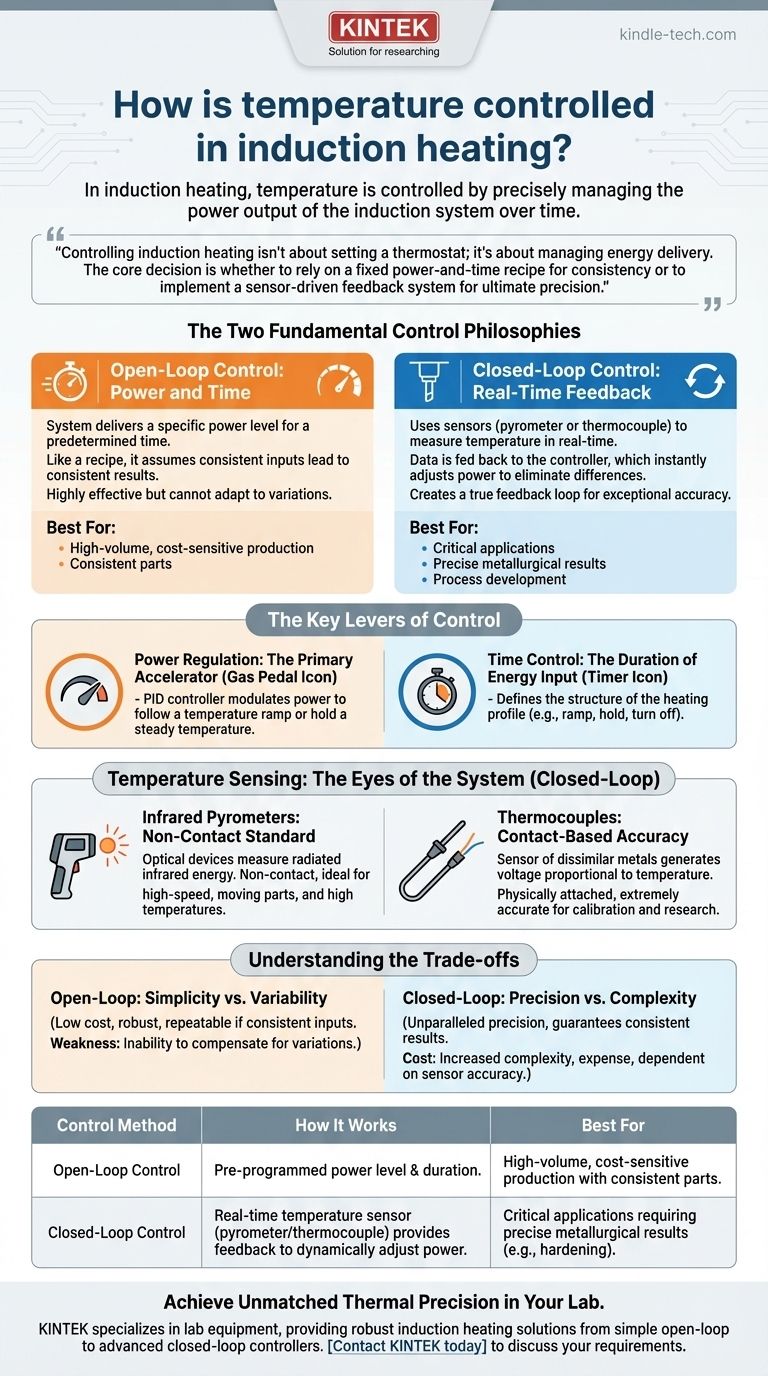
Две фундаментальные философии управления
Для достижения целевой температуры необходимо регулировать количество энергии, поглощаемой заготовкой. Это делается с помощью двух различных подходов.
Управление с разомкнутым контуром: мощность и время
Это самый простой метод управления. Система программируется на подачу определенного уровня мощности (например, 80% от максимальной мощности) в течение заранее заданного времени (например, 7,5 секунд).
Этот подход работает как рецепт. Он предполагает, что если вы начнете с одних и тех же ингредиентов (геометрия детали, материал, начальная температура) и примените один и тот же процесс (мощность, время, положение детали), вы каждый раз будете получать один и тот же результат.
Он очень эффективен для многих применений, но не может адаптироваться к изменениям в процессе.
Управление с замкнутым контуром: обратная связь в реальном времени
Этот метод использует температурный датчик, такой как пирометр или термопара, для измерения температуры детали в реальном времени.
Эти температурные данные передаются контроллеру источника питания. Затем контроллер сравнивает фактическую температуру с желаемым температурным профилем и немедленно регулирует выходную мощность, чтобы устранить любые расхождения.
Это создает настоящую петлю обратной связи, позволяя системе динамически компенсировать переменные и достигать точных температурных целей с исключительной точностью.
Ключевые рычаги управления
Независимо от философии, температура в конечном итоге управляется путем манипулирования несколькими ключевыми переменными.
Регулирование мощности: основной ускоритель
Выходная мощность источника питания — это «педаль газа» индукционной системы. Увеличение мощности увеличивает силу магнитного поля, что индуцирует больший ток в заготовке и быстрее генерирует тепло.
В системе с замкнутым контуром контроллер ПИД-регулятора (пропорционально-интегрально-дифференциальный) постоянно модулирует этот уровень мощности, чтобы точно следовать температурному подъему или поддерживать стабильную температуру «выдержки».
Управление временем: продолжительность подвода энергии
Время является критически важной переменной в любом процессе нагрева. В системе с разомкнутым контуром это основной фактор, наряду с мощностью, определяющий конечную температуру.
В системе с замкнутым контуром время определяет структуру профиля нагрева. Например, профиль может быть «подъем до 800°C за 4 секунды, выдержка при 800°C в течение 10 секунд, затем выключение».
Частота и конструкция катушки: основные параметры
Рабочая частота системы и конструкция индукционной катушки являются основополагающими для процесса, но обычно они не используются для контроля температуры в реальном времени.
Эти параметры выбираются на этапе первоначального проектирования процесса. Они определяют, где и насколько эффективно генерируется тепло. Более высокие частоты нагревают поверхность (скин-эффект), в то время как более низкие частоты проникают глубже в деталь.
Измерение температуры: глаза системы
В системе с замкнутым контуром точность всего процесса зависит от качества измерения температуры.
Инфракрасные пирометры: стандарт бесконтактного измерения
Пирометры — это оптические приборы, которые измеряют инфракрасное излучение, испускаемое горячим объектом, для определения его температуры. Они являются наиболее распространенными датчиками для индукционного нагрева.
Их ключевое преимущество — бесконтактность, что делает их идеальными для высокоскоростных автоматизированных линий, движущихся деталей и очень высоких температур, при которых контактные датчики были бы разрушены.
Термопары: точность на основе контакта
Термопара — это датчик, изготовленный из двух разнородных металлов, который генерирует небольшое напряжение, пропорциональное его температуре. Она должна быть физически прикреплена к заготовке, часто небольшой точечной сваркой.
Хотя они непрактичны для большинства производственных применений, термопары чрезвычайно точны и незаменимы для первоначальной разработки процессов, научных исследований и калибровки пирометров.
Понимание компромиссов
Выбор между управлением с разомкнутым контуром и управлением с замкнутым контуром — это критическое инженерное решение, имеющее прямые последствия для стоимости, сложности и качества.
Разомкнутый контур: простота против изменчивости
Система с разомкнутым контуром проста, надежна и недорога. Она очень повторяема, при условии, что все входные условия — такие как начальная температура детали, ее положение в катушке и свойства материала — остаются идеально постоянными.
Ее главный недостаток — неспособность компенсировать технологические отклонения. Деталь, которая немного теплее в начале или расположена дальше от катушки, достигнет другой конечной температуры, что может быть неприемлемо для критически важных применений.
Замкнутый контур: точность против сложности
Система с замкнутым контуром обеспечивает непревзойденную точность и гарантирует постоянный результат даже при изменении входных переменных. Она может идеально воспроизводить тепловой профиль, обеспечивая повторяемость металлургических свойств.
Эта точность достигается за счет увеличения сложности и затрат. Система требует датчиков, сложных контроллеров и тщательной настройки. Она также зависит от точности датчика; грязный объектив пирометра или неправильная настройка излучательной способности могут вызвать ошибки.
Выбор правильной стратегии управления
Ваш выбор между управлением с разомкнутым контуром и управлением с замкнутым контуром полностью зависит от требований вашего процесса и конечных целей.
- Если ваш основной приоритет — производство с высокой пропускной способностью и чувствительностью к стоимости, где согласованность деталей высока: Система с разомкнутым контуром, основанная на мощности и времени, часто является наиболее надежным и экономичным решением.
- Если ваш основной приоритет — металлургическая точность для критически важных компонентов (например, закалка или отпуск): Система с замкнутым контуром с использованием пирометра является обязательной для достижения повторяемых свойств материала.
- Если ваш основной приоритет — разработка процессов или лабораторные работы: Система с замкнутым контуром, часто с термопарами, необходима для сбора точных данных и установления надежного процесса нагрева.
Понимая эти принципы управления, вы можете спроектировать процесс индукционного нагрева, который обеспечит точные, повторяемые результаты при каждом цикле.
Сводная таблица:
| Метод управления | Как это работает | Лучше всего подходит для |
|---|---|---|
| Управление с разомкнутым контуром | Запрограммированный уровень мощности и продолжительность. | Высокообъемное, чувствительное к стоимости производство с однородными деталями. |
| Управление с замкнутым контуром | Датчик температуры в реальном времени (пирометр/термопара) обеспечивает обратную связь для динамической регулировки мощности. | Критические применения, требующие точных металлургических результатов (например, закалка). |
Достигните непревзойденной тепловой точности в вашей лаборатории
Независимо от того, разрабатываете ли вы новый процесс в исследовательской среде или требуете высокообъемного, повторяемого нагрева для производства, выбор правильной стратегии управления имеет решающее значение. KINTEK специализируется на лабораторном оборудовании и расходных материалах, предлагая надежные решения для индукционного нагрева, адаптированные к вашим конкретным потребностям — от простых систем с разомкнутым контуром до усовершенствованных контроллеров с замкнутым контуром и точной температурной обратной связью.
Позвольте нашим экспертам помочь вам спроектировать систему, которая гарантирует точные, повторяемые результаты для ваших наиболее критичных применений. Свяжитесь с KINTEK сегодня, чтобы обсудить ваши требования к индукционному нагреву.
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Количественный пресс-станок для плоских плит с инфракрасным нагревом
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Нагревательные элементы из карбида кремния (SiC) для электрических печей
- Лабораторная малогабаритная магнитная мешалка с постоянной температурой, нагреватель и мешалка
Люди также спрашивают
- Как система приложения давления в вакуумной горячей прессовой печи влияет на сплавы Co-50% Cr? Достижение плотности 99%+.
- Какую роль играет среда высокого вакуума при спекании композитов из графитовой пленки/алюминия? Оптимизируйте свое соединение
- Почему функция градиентного нагрева вакуумной горячей прессовальной печи является необходимой? Улучшение композитов из графита и алюминия
- Почему высокоточная система контроля температуры в вакуумной горячей прессовальной печи имеет решающее значение? Идеальный синтез Cu-Ti3SiC2
- Какую роль играет механическое давление при вакуумном диффузионном соединении вольфрама и меди? Ключи к прочному соединению


















