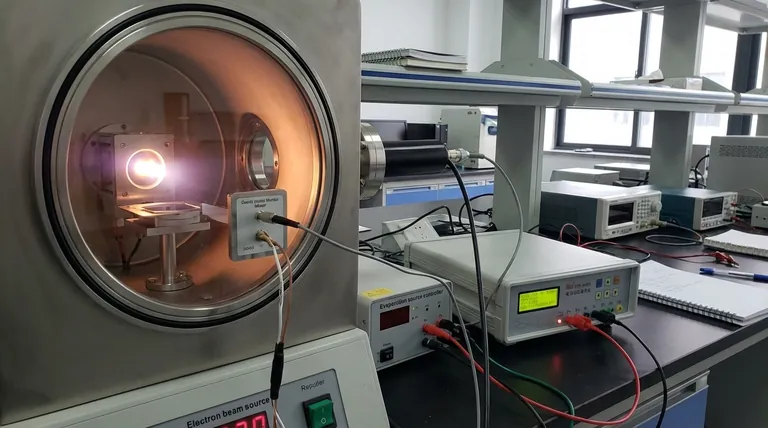
Для контроля толщины пленки при напылении используется система обратной связи в реальном времени, основанная на устройстве, называемом кварцевым кристаллическим монитором. Этот монитор измеряет скорость роста пленки по мере ее образования и подает сигнал источнику напыления о выключении в тот момент, когда достигается желаемая толщина, что позволяет достигать точности до нанометрового масштаба.
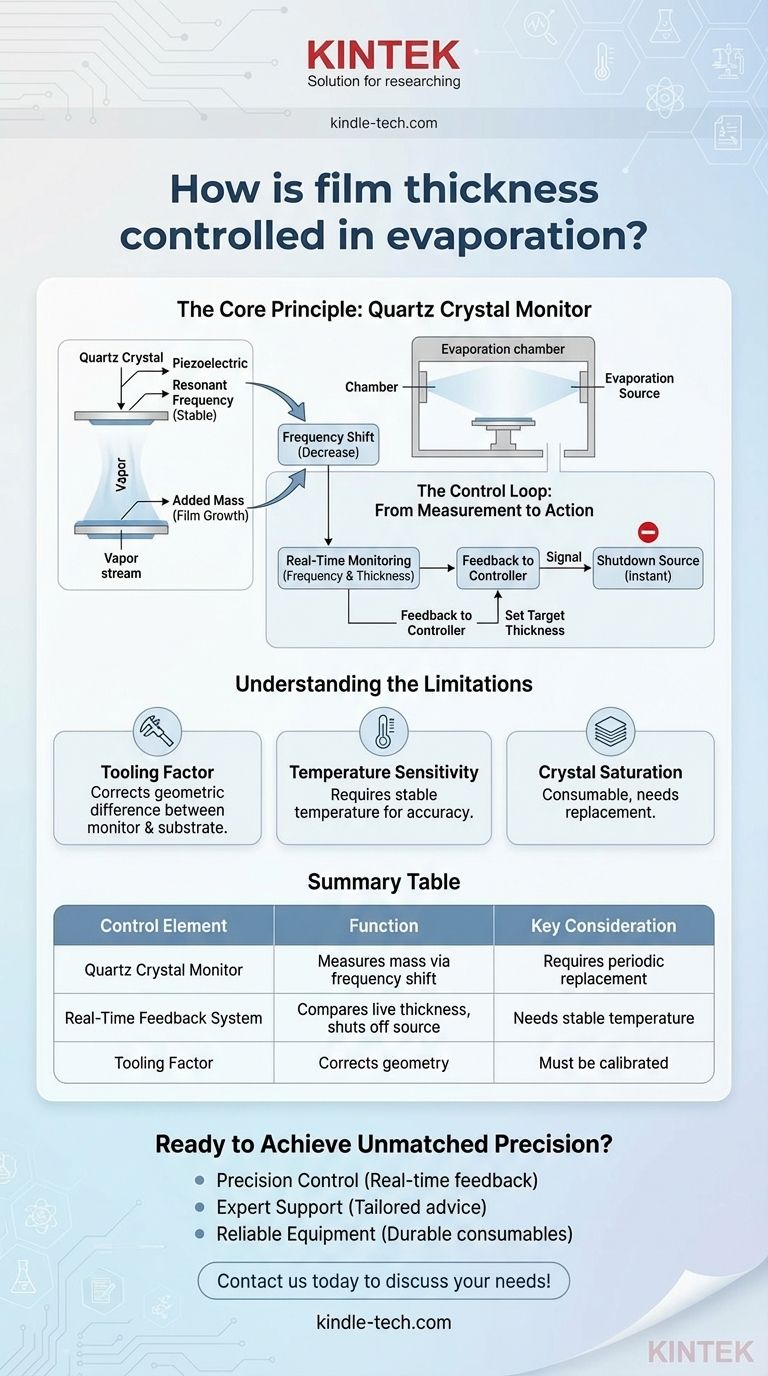
Основной принцип элегантен: кварцевый кристалл вибрирует на определенной частоте. По мере того как испаренный материал покрывает кристалл, его масса увеличивается, что приводит к уменьшению частоты колебаний. Это изменение частоты точно измеряется и преобразуется в измерение толщины пленки в реальном времени.
Принцип: Как масса становится измерением
Эффективность этой техники основана на уникальных свойствах кварцевого кристалла и прямой зависимости между массой и частотой. Понимание этого принципа является ключом к доверию к процессу.
Пьезоэлектрический эффект
Кварцевый кристалл является пьезоэлектрическим, что означает, что он физически деформируется при подаче напряжения. При подаче переменного напряжения кристалл может быть заставлен колебаться или вибрировать на очень стабильной и предсказуемой частоте.
Установление резонансной частоты
Каждый кварцевый кристаллический монитор имеет естественную, стабильную резонансную частоту. Эта частота служит базовой линией — «нулевой точкой» — до начала осаждения какого-либо материала.
Влияние добавленной массы
Во время напыления поток испаренного материала покрывает все внутри камеры, включая поверхность кварцевого кристалла. Это ничтожное добавление массы делает кристалл тяжелее.
Более тяжелый объект вибрирует медленнее, чем более легкий. Следовательно, по мере роста пленки на кристалле его резонансная частота начинает уменьшаться весьма предсказуемым образом.
От сдвига частоты к толщине
Система непрерывно измеряет это падение частоты. Изменение частоты прямо пропорционально массе материала, который был осажден на поверхность кристалла.
Зная плотность испаряемого материала, контроллер системы может мгновенно рассчитать толщину пленки по этому измерению массы.
Контур управления: От измерения к действию
Само измерение — это лишь половина процесса. Его истинная сила заключается в том, как оно используется для активного управления осаждением.
Мониторинг процесса в реальном времени
Это измерение частоты не является проверкой после процесса. Оно происходит вживую, момент за моментом, обеспечивая мгновенное считывание толщины пленки и скорости ее роста.
Механизм обратной связи
Выходной сигнал от кварцевого кристаллического монитора подается непосредственно в главный контроллер системы напыления. Пользователь заранее устанавливает целевую толщину пленки.
Запуск отключения
Контроллер постоянно сравнивает измерение толщины в реальном времени с целевой толщиной. В тот момент, когда они совпадают, он посылает сигнал отключить источник напыления (например, электронный луч или термическую нить), немедленно останавливая осаждение.
Понимание ограничений
Хотя метод кварцевого кристаллического мониторинга невероятно точен, он имеет практические соображения, которые необходимо учитывать для получения точных и воспроизводимых результатов.
«Коэффициент инструментальной оснастки»
Кристаллический монитор расположен в другом месте, чем ваш фактический образец (подложка). Из-за геометрии камеры количество материала, осажденного на мониторе, может немного отличаться от количества на подложке.
Коэффициент инструментальной оснастки — это калибровочное значение, используемое для коррекции этой геометрической разницы, обеспечивающее соответствие толщины на вашем образце тому, что вы действительно намеревались получить.
Температурная чувствительность
Резонансная частота кварца также чувствительна к температуре. Значительные колебания температуры во время процесса осаждения могут привести к ошибкам в показаниях толщины. Поддержание стабильной температуры процесса имеет решающее значение для точности.
Насыщение и срок службы кристалла
Кристалл является расходным компонентом. По мере того как все больше материала осаждается в течение многих циклов, он становится настолько тяжелым, что его колебания могут стать нестабильными или полностью прекратиться. Это известно как отказ кристалла, и кристалл необходимо периодически заменять для обеспечения надежной работы.
Правильный выбор для вашей цели
Понимая эти принципы, вы можете перейти от простого использования оборудования к интеллектуальному управлению процессом осаждения для достижения оптимальных результатов.
- Если ваша основная цель — максимальная точность: Вы должны выполнить калибровочные прогоны, чтобы точно определить коэффициент инструментальной оснастки для вашего конкретного материала и геометрии камеры.
- Если ваша основная цель — воспроизводимость процесса: Вы должны уделить первостепенное внимание стабилизации всех параметров процесса, особенно температуры камеры и физического размещения монитора и подложек.
- Если ваша основная цель — надежная работа: Вы должны внедрить график мониторинга срока службы кристаллов и заблаговременной замены кристаллов до того, как они выйдут из строя и испортят процесс осаждения.
В конечном итоге, освоение контроля толщины заключается в превращении физического принципа в точный и воспроизводимый инженерный процесс.
Сводная таблица:
| Элемент управления | Функция | Ключевое соображение |
|---|---|---|
| Кварцевый кристаллический монитор | Измеряет осаждение массы через сдвиг частоты | Требует периодической замены из-за насыщения |
| Система обратной связи в реальном времени | Сравнивает текущую толщину с целевой, отключает источник | Требует стабильной температуры для точности |
| Коэффициент инструментальной оснастки | Корректирует геометрические различия между монитором и подложкой | Должен быть откалиброван для конкретных настроек камеры |
Готовы достичь беспрецедентной точности в нанесении тонких пленок?
В KINTEK мы специализируемся на предоставлении передового лабораторного оборудования, включая системы напыления с усовершенствованной технологией кварцевого кристаллического мониторинга. Независимо от того, занимаетесь ли вы исследованиями, полупроводниковым производством или материаловедением, наши решения обеспечивают точность нанометрового масштаба и воспроизводимые результаты для всех ваших применений тонких пленок.
Позвольте нам помочь вам оптимизировать ваш процесс:
- Точный контроль: Достигайте точной толщины пленки с помощью систем обратной связи в реальном времени.
- Экспертная поддержка: Получите индивидуальные консультации по калибровке коэффициента инструментальной оснастки и стабилизации процесса.
- Надежное оборудование: Доступ к долговечным расходным материалам и компонентам мониторинга, разработанным для долгосрочной работы.
Свяжитесь с нами сегодня, чтобы обсудить ваши конкретные потребности в лабораторном оборудовании и узнать, как KINTEK может улучшить ваши процессы напыления!
Визуальное руководство
Связанные товары
- Оптическое стекло для подложек, пластин, одно- и двустороннее с покрытием, кварцевый лист K9
- Подложка из кварцевого стекла для оптических окон, пластина из кварца JGS1 JGS2 JGS3
- Термостойкий оптический кварцевый стеклолист
Люди также спрашивают
- Какова рабочая температура кварцевого стекла? Освойте его пределы высоких температур и области применения
- Что такое оптический кварц? Идеальный материал для УФ- и высокотемпературной оптики
- Каков температурный диапазон кварцевого стекла? Освойте его термические пределы для ответственных применений
- Каковы области применения кварцевого стекла? Важно для применений, требующих экстремальных температур и УФ-излучения
- Каково влияние подложки на тонкие пленки? Критический фактор производительности и надежности