Плавка металла в индукционной печи — это процесс использования электромагнитных полей для непосредственного генерирования тепла внутри самого металла. В отличие от традиционной печи, использующей внешнее пламя или нагревательный элемент, медная катушка индукционной печи создает мощное, изменяющееся магнитное поле. Это поле индуцирует сильные электрические токи, известные как вихревые токи, внутри металла, а естественное сопротивление металла этим токам генерирует интенсивное, быстрое тепло, вызывая его плавление.
Основной принцип индукционной плавки заключается не в приложении внешнего тепла, а в использовании электромагнитной индукции для превращения самого металла в собственный источник тепла. Это позволяет осуществлять чрезвычайно быструю, чистую и контролируемую плавку без прямого контакта между нагревательным элементом и материалом.

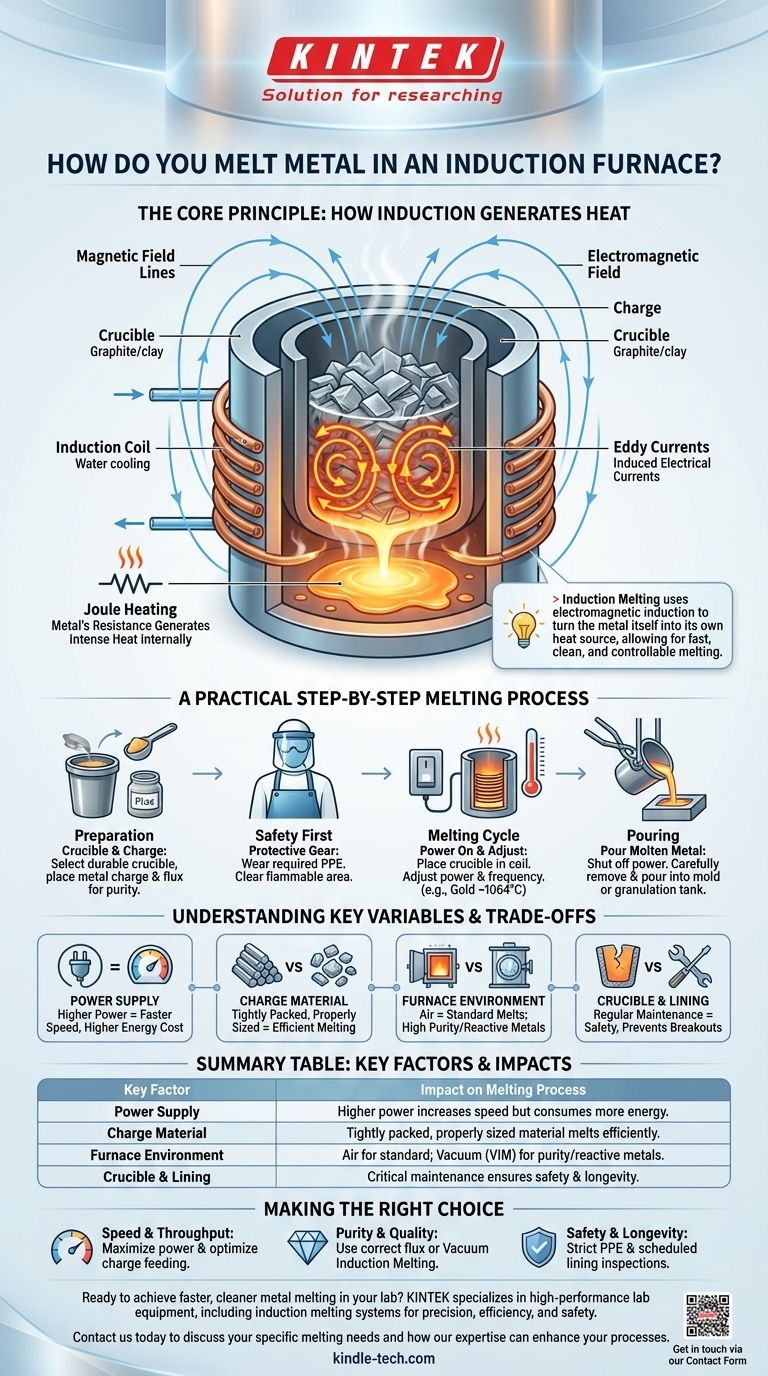
Основной принцип: как индукция генерирует тепло
Для эффективной работы индукционной печи крайне важно понимать физику процесса. Этот процесс представляет собой цепь преобразований энергии, происходящих почти мгновенно.
От сетевого питания к магнитному полю
Печь начинает работу, получая стандартный трехфазный переменный ток (AC) из электросети. Блок питания преобразует этот низкочастотный ток в высокочастотный ток. Затем этот высокочастотный переменный ток подается на индукционную катушку.
Роль индукционной катушки
Индукционная катушка, обычно изготовленная из медных трубок, является сердцем печи. Когда по ней протекает высокочастотный ток, катушка генерирует мощное и быстро меняющееся магнитное поле в пространстве внутри катушки.
Индуцирование вихревых токов в металле
Когда вы помещаете проводящий металл («заряд») внутрь этого магнитного поля, силовые линии поля пронизывают металл. Согласно закону Фарадея об индукции, это индуцирует мощные, закручивающиеся электрические токи внутри металла, известные как вихревые токи.
Джоулево тепло: заключительный этап
Металл обладает естественным электрическим сопротивлением. Когда эти сильные вихревые токи протекают против этого сопротивления, они генерируют огромное количество тепла в процессе, называемом джоулевым нагревом. Это тепло генерируется внутри металла, что приводит к быстрому и равномерному плавлению изнутри наружу.
Практический пошаговый процесс плавки
Хотя конкретные параметры варьируются в зависимости от металла и размера печи, последовательность операций следует четкому и логичному пути.
Подготовка: Тигель и шихта
Сначала выберите тигель — контейнер, в котором находится металл. Он должен выдерживать экстремальные температуры и обычно изготавливается из графита или глины. Металл, подлежащий плавке, известный как шихта, помещается внутрь этого тигля.
Флюс и удаление примесей
Для обеспечения высокой чистоты конечного продукта часто добавляют флюс вместе с шихтой. Флюс, обычно смесь буры и карбоната натрия, плавится и соединяется с примесями, образуя более легкий шлак, который всплывает на поверхность для легкого удаления.
Безопасность прежде всего: необходимое защитное снаряжение
Работа с расплавленным металлом по своей сути опасна. Перед началом работы необходимо надеть соответствующие средства индивидуальной защиты (СИЗ), включая термостойкие перчатки, фартук, полнолицевой щиток и защитные очки. Зона должна быть свободна от легковоспламеняющихся материалов.
Цикл плавки
Тигель помещается внутрь индукционной катушки, и включается питание. Вы регулируете мощность и частоту в зависимости от типа металла и его количества. Золото, например, плавится при температуре около 1064°C. Процесс быстрый, часто занимает от 2 до 20 минут в зависимости от мощности печи и размера шихты.
Разливка расплавленного металла
После полного расплавления металла питание отключается. Тигель осторожно извлекается с помощью щипцов, и жидкий металл разливается в форму для создания слитка, литой детали или в грануляционный бак.
Понимание компромиссов и ключевых переменных
Успешная индукционная плавка — это нечто большее, чем просто включение питания. Несколько факторов влияют на эффективность, скорость и качество.
Мощность против скорости
Самый прямой способ увеличить скорость плавки — увеличить мощность блока питания печи. Более высокая мощность генерирует более сильное магнитное поле и более интенсивные вихревые токи, но также увеличивает потребление энергии и эксплуатационные расходы.
Важность размера шихты и подачи
Размер и тип металла, который вы помещаете в печь, имеют значение. Плотно упакованная шихта из правильно подобранного по размеру материала будет плавиться более эффективно, чем крупные, неудобной формы куски со значительными воздушными зазорами. Последовательный метод подачи является ключом к поддержанию продуктивного цикла.
Контроль окружающей среды (воздух против вакуума)
Большинство индукционных печей работают на открытом воздухе. Однако для реактивных металлов или сплавов, требующих исключительной чистоты, используется вакуумная индукционная плавильная (ВИП) печь. Плавка в вакууме предотвращает реакцию расплавленного металла с кислородом или азотом, обеспечивая более высокое качество.
Износ и обслуживание
Интенсивный нагрев и химические реакции наносят ущерб футеровке печи, или огнеупору. Эта футеровка со временем изнашивается и требует регулярного осмотра и ремонта. Поврежденная футеровка может привести к опасному прорыву металла, поэтому техническое обслуживание является критически важной частью эксплуатации печи.
Правильный выбор для вашей цели
Способ эксплуатации индукционной печи должен определяться вашей конечной целью.
- Если ваша основная цель — скорость и производительность: Максимизируйте выходную мощность и разработайте эффективный процесс загрузки печи правильно подобранным по размеру материалом.
- Если ваша основная цель — чистота и качество металла: Обратите пристальное внимание на использование правильного флюса для вашего материала, а для высокочувствительных сплавов вакуумная печь является лучшим выбором.
- Если ваша основная цель — эксплуатационная безопасность и долговечность: Внедрите строгие протоколы СИЗ без исключений и создайте обязательный график осмотра и ремонта огнеупорной футеровки печи.
Овладев этими принципами, вы сможете использовать индукционную технологию для высокоэффективной, контролируемой и точной плавки металла.
Сводная таблица:
| Ключевой фактор | Влияние на процесс плавки |
|---|---|
| Блок питания | Более высокая мощность увеличивает скорость плавки, но также и потребление энергии. |
| Материал шихты | Плотно упакованный, правильно подобранный по размеру материал плавится более эффективно. |
| Среда печи | Воздух для стандартной плавки; Вакуум (ВИП) для реактивных металлов/высокой чистоты. |
| Тигель и футеровка | Регулярное обслуживание критически важно для безопасности и предотвращения прорывов. |
Готовы добиться более быстрой и чистой плавки металла в вашей лаборатории?
KINTEK специализируется на высокопроизводительном лабораторном оборудовании, включая индукционные плавильные системы, разработанные для точности, эффективности и безопасности. Независимо от того, работаете ли вы с драгоценными металлами, сплавами или исследовательскими материалами, наши решения помогут вам контролировать чистоту и увеличивать производительность.
Свяжитесь с нами сегодня, чтобы обсудить ваши конкретные потребности в плавке и то, как наш опыт может улучшить ваши процессы.
Свяжитесь с нами через нашу контактную форму
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Печь для индукционной плавки в вакууме с нерасходуемым электродом
- Печь для индукционной плавки вакуумной дугой
- Печь с контролируемой атмосферой азота и водорода
Люди также спрашивают
- Каковы преимущества использования печи вакуумного горячего прессования для спекания композитов на основе УНТ/медь? Превосходная плотность и прочность соединения
- Какую роль играет среда высокого вакуума при спекании композитов из графитовой пленки/алюминия? Оптимизируйте свое соединение
- Какие преимущества дает вакуумная горячая прессовая печь для керамических электролитов LSLBO? Достижение относительной плотности 94%
- Какую роль играет печь вакуумного горячего прессования (VHP) в уплотнении композитов из аустенитной нержавеющей стали 316?
- Каковы преимущества вакуумной печи горячего прессования для W-50%Cu? Достижение плотности 99,6% при более низких температурах



















