Да, пайка является распространенным и эффективным методом соединения чугуна. Она работает за счет адгезии, при которой присадочный металл с более низкой температурой плавления сцепляется с поверхностью чугуна, не расплавляя сам основной материал. Этот низкотемпературный подход часто предпочтителен, поскольку он минимизирует риск растрескивания или деформации хрупкого чугуна.
Хотя пайка надежно «прилипает» к правильно подготовленному чугуну, это не универсальное решение. Ее пригодность полностью зависит от конечного применения детали, поскольку она создает соединение, которое менее прочное и менее термостойкое, чем настоящая сварка.

Почему пайка работает на чугуне
Пайка работает по другому принципу, чем сварка. Понимание этого различия является ключом к тому, чтобы знать, когда и как эффективно использовать ее для ремонта или изготовления чугунных изделий.
Адгезия, а не плавление
Суть процесса заключается в том, что присадочный пруток (часто бронзовый сплав) плавится при температуре, значительно более низкой, чем температура плавления чугуна. Этот расплавленный присадочный материал заполняет зазор и прилипает к поверхности чугуна, действуя как мощный металлический клей, а не сплавляя две детали вместе.
Преимущество низкого нагрева
Основное преимущество этого низкотемпературного процесса заключается в сохранении свойств чугуна. Воздействие на чугун экстремального тепла традиционной сварки может изменить его внутреннюю структуру, делая его еще более хрупким и очень восприимчивым к растрескиванию при охлаждении. Пайка позволяет избежать этого термического шока.
Критическая подготовка для прочного соединения
Успешная пайка полностью зависит от тщательной подготовки. Присадочный металл не может прилипнуть к загрязненной поверхности.
Начните с абсолютной чистоты
Область соединения должна быть полностью очищена от любого масла, жира, краски, ржавчины или других загрязнений. Обычно это требует шлифовки или пескоструйной обработки поверхности с последующей финальной протиркой растворителем, таким как ацетон. Любые остатки помешают присадочному металлу смачивать поверхность и создавать прочное соединение.
Устранение существующих трещин
При ремонте треснувшего литья стандартной практикой является сверление небольшого «стопорного отверстия» на каждом конце трещины. Этот простой шаг снимает концентрацию напряжения на кончике трещины и предотвращает ее дальнейшее распространение во время процесса нагрева или при будущем использовании.
Понимание компромиссов: пайка против сварки
Выбор пайки чугунной детали сопряжен с явным набором компромиссов. Это не обязательно лучше или хуже сварки; это другой инструмент для другой работы.
Прочность и несущая способность
Паяное соединение не такое прочное, как правильно выполненная чугунная сварка. Прочность ограничена прочностью самого присадочного металла. Следовательно, пайка не подходит для деталей, которые будут подвергаться высоким растягивающим нагрузкам, сильной вибрации или значительному напряжению.
Ограничения по критической температуре
Бронзовые присадочные сплавы, используемые для пайки, имеют гораздо более низкую температуру плавления, чем железо. Это делает пайку совершенно непригодной для деталей, подвергающихся воздействию высоких рабочих температур, таких как выпускные коллекторы двигателей, головки блоков цилиндров или компоненты печей. Соединение ослабнет и разрушится по мере приближения к пределу рабочей температуры.
Когда пайка — лучший выбор
Несмотря на свои ограничения, пайка часто является лучшим выбором для ремонта деталей, где предотвращение тепловой деформации является главным приоритетом. Это также отличный вариант для сложных, декоративных или «несвариваемых» типов чугуна, где риск растрескивания от сварочного процесса неприемлемо высок.
Сделайте правильный выбор для вашего проекта
Используйте назначение детали в качестве окончательного руководства по выбору правильного метода соединения.
- Если ваш главный приоритет — ремонт неконструктивных или декоративных деталей: Пайка — отличный и часто предпочтительный метод благодаря низкому тепловыделению и сниженному риску растрескивания.
- Если ваш главный приоритет — соединение компонентов с высокими нагрузками или высокой температурой: Вы должны использовать специализированный процесс сварки чугуна, так как паяное соединение не будет обладать необходимой прочностью или термостойкостью.
- Если ваш главный приоритет — соединение разнородных металлов с чугуном: Пайка часто является единственным практичным решением, поскольку она может эффективно соединять широкий спектр различных металлов.
В конечном счете, выбор пайки чугуна — это сознательное техническое решение, основанное на его уникальных преимуществах для низкотемпературных применений.
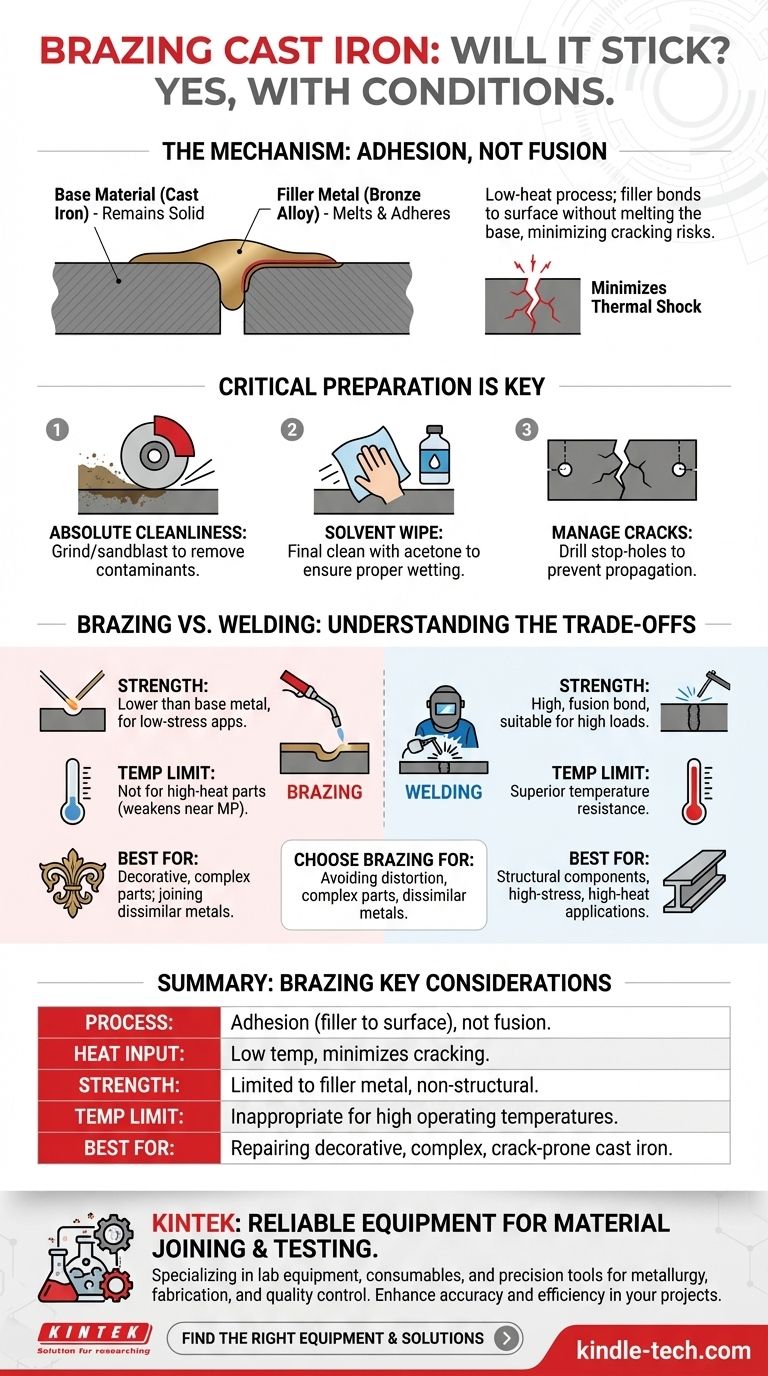
Сводная таблица:
| Аспект пайки | Ключевое соображение |
|---|---|
| Процесс | Адгезия присадочного металла (например, бронзы) к поверхности, а не плавление основного металла |
| Тепловыделение | Низкая температура минимизирует риск растрескивания и деформации хрупкого чугуна |
| Прочность | Ниже, чем при сварке; подходит для неконструктивных применений с низкой нагрузкой |
| Температурный предел | Не подходит для деталей с высокой температурой (например, компонентов двигателя); присадочный металл ослабевает вблизи точки плавления |
| Лучше всего подходит для | Ремонт декоративного, сложного или склонного к растрескиванию чугуна; соединение разнородных металлов |
Нужно надежное оборудование для соединения или испытания материалов? KINTEK специализируется на лабораторном оборудовании и расходных материалах, предоставляя лабораториям точные инструменты для металлургии, изготовления и контроля качества. Независимо от того, паяете ли вы, свариваете или анализируете материалы, наши решения повышают точность и эффективность. Свяжитесь с нами сегодня, чтобы найти подходящее оборудование для ваших чугунных проектов и обеспечить долговечные, высококачественные результаты!
Визуальное руководство