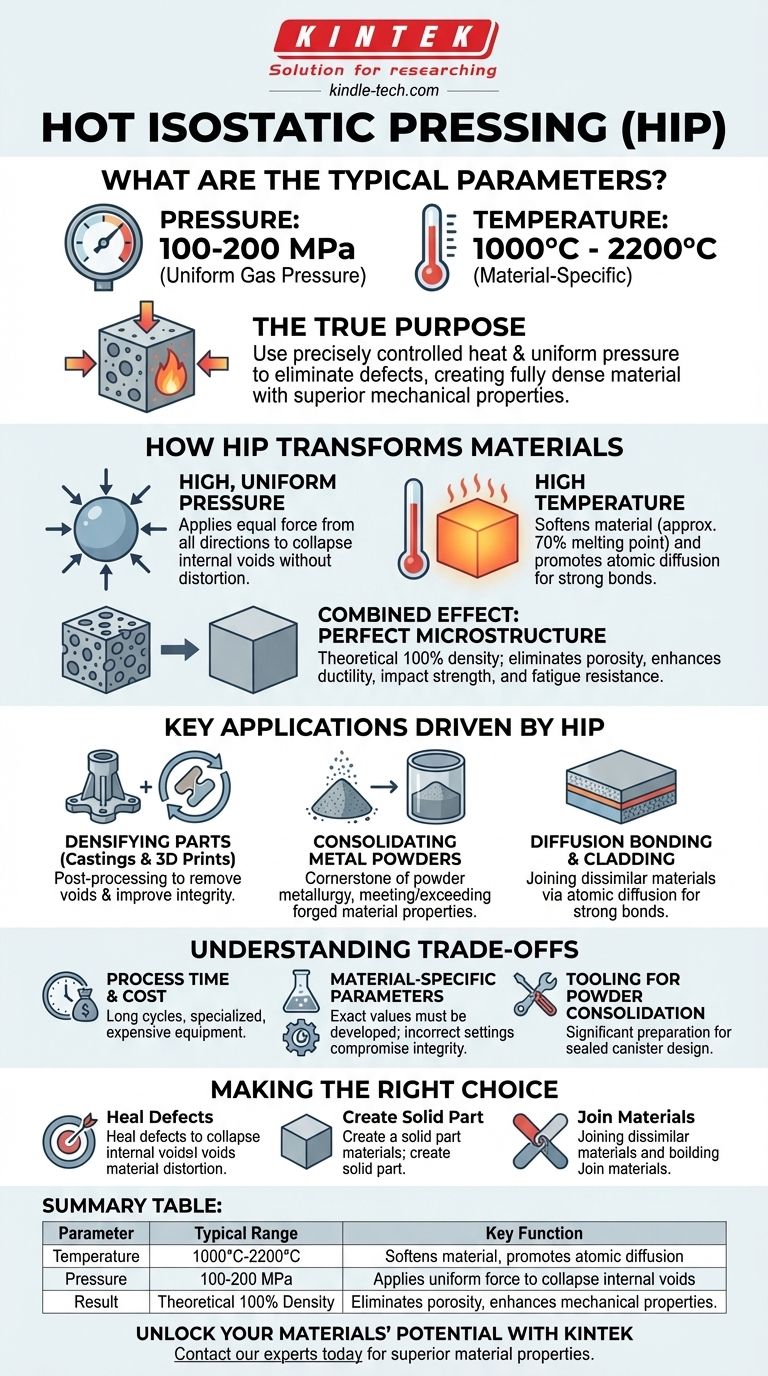
Типичные параметры для горячего изостатического прессования (ГИП) включают применение равномерного давления газа от 100 до 200 МПа при высокой температуре, обычно от 1000°C до 2200°C. Точные значения тщательно выбираются в зависимости от конкретного обрабатываемого материала и желаемых конечных свойств.
Конкретные цифры температуры и давления — это лишь часть истории. Истинная цель ГИП заключается в использовании точно контролируемой комбинации тепла и равномерного давления для устранения внутренних дефектов, создания полностью плотного материала с превосходными механическими свойствами, которые часто невозможно достичь другими способами.

Как ГИП трансформирует материалы
Горячее изостатическое прессование — это не просто процесс нагрева и сжатия; это сложный метод консолидации материала, который фундаментально изменяет компонент на микроскопическом уровне.
Роль высокого, равномерного давления
«Изостатическая» часть названия имеет решающее значение. Инертный газ, обычно аргон, используется для приложения давления равномерно со всех сторон внутри герметичной камеры высокого давления.
Это равномерное давление схлопывает любые внутренние пустоты, поры или микроскопические трещины внутри материала, не искажая общую форму детали.
Роль высокой температуры
Тепло является активатором. Повышая температуру до значительной доли температуры плавления материала (часто около 70% от его температуры плавления), предел текучести материала резко снижается.
Это размягчение позволяет давлению газа эффективно закрывать внутренние дефекты. Высокая температура также способствует атомной диффузии, позволяя материалу перемещаться и образовывать прочные металлургические связи там, где раньше были пустоты.
Комбинированный эффект: идеальная микроструктура
Когда высокое давление и высокая температура применяются одновременно, результатом является компонент, который теоретически на 100% плотный.
Этот процесс устраняет внутреннюю пористость, которая является проблемой для отливок и некоторых деталей, напечатанных на 3D-принтере, что приводит к однородной, мелкозернистой микроструктуре. Это напрямую улучшает такие свойства, как пластичность, ударная вязкость и усталостная прочность.
Ключевые области применения, обусловленные ГИП
Уникальная способность ГИП устранять внутренние дефекты обуславливает его использование в высокопроизводительных отраслях, где отказ материала недопустим.
Уплотнение отливок и деталей, напечатанных на 3D-принтере
Компоненты, произведенные литьем или аддитивным производством (3D-печать), часто содержат остаточную пористость. ГИП используется в качестве этапа постобработки для удаления этих пустот, что значительно улучшает усталостную долговечность и механическую целостность конечной детали.
Консолидация металлических порошков
ГИП является краеугольным камнем современной порошковой металлургии. В этом применении сферический металлический порошок запечатывается в металлический контейнер или «капсулу», из которого откачивается воздух, после чего он герметизируется.
Цикл ГИП консолидирует порошок в полностью плотную, твердую деталь со свойствами, которые могут соответствовать или превосходить свойства традиционно кованых или деформированных материалов.
Диффузионная сварка и плакирование
Процесс также может быть использован для соединения разнородных материалов. Помещая два разных материала в контакт в условиях ГИП, атомы могут диффундировать через границу, создавая прочное, непрерывное соединение без плавления. Это также используется для плакирования основного материала высокопроизводительным сплавом.
Понимание компромиссов
Хотя ГИП является мощным, это специализированный процесс с важными соображениями. Это не универсальное решение для всех производственных задач.
Время процесса и стоимость
Циклы ГИП длительны, часто занимают несколько часов. Оборудование также является узкоспециализированным и дорогим в эксплуатации. Это делает ГИП премиальным процессом, предназначенным для применений, где его преимущества оправдывают затраты.
Параметры, специфичные для материала
Приведенные диапазоны температуры и давления являются общими рекомендациями. Точные параметры должны быть тщательно разработаны для каждого конкретного сплава. Неправильная температура может привести к нежелательному росту зерна или даже частичному плавлению, что поставит под угрозу целостность компонента.
Оснастка для консолидации порошка
При использовании для порошковой металлургии требуется значительная подготовка для проектирования и изготовления герметичного контейнера, который удерживает порошок и определяет почти окончательную форму детали.
Правильный выбор для вашей цели
Оптимальные параметры ГИП определяются вашей конкретной целью.
- Если ваша основная цель — устранение дефектов в существующих деталях (отливки, 3D-печать): Вы будете использовать параметры, предназначенные для закрытия внутренней пористости без изменения окончательной формы детали.
- Если ваша основная цель — создание твердой детали из порошка: Ваш процесс будет включать инкапсуляцию порошка и выбор температуры, которая обеспечивает полное уплотнение и атомное связывание.
- Если ваша основная цель — соединение различных материалов: Параметры должны быть тщательно разработаны для облегчения атомной диффузии через границу раздела материалов без нежелательного плавления или реакций.
В конечном счете, понимание взаимосвязи между температурой, давлением и материаловедением является ключом к использованию всей мощи горячего изостатического прессования.
Сводная таблица:
| Параметр | Типичный диапазон | Ключевая функция |
|---|---|---|
| Температура | 1000°C - 2200°C | Размягчает материал, способствует атомной диффузии |
| Давление | 100 МПа - 200 МПа | Прилагает равномерную силу для схлопывания внутренних пустот |
| Результат | Теоретическая 100% плотность | Устраняет пористость, улучшает механические свойства |
Готовы раскрыть весь потенциал ваших материалов с помощью горячего изостатического прессования?
KINTEK специализируется на передовом лабораторном оборудовании и расходных материалах для материаловедения. Независимо от того, уплотняете ли вы отливки, консолидируете металлические порошки или исследуете диффузионную сварку, наш опыт и решения помогут вам достичь превосходных свойств и характеристик материала.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как ГИП может решить ваши конкретные материальные проблемы и улучшить результаты ваших исследований и разработок или производства.
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Пресс-формы для изостатического прессования для лаборатории
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
- Автоматический лабораторный инерционный пресс холодного действия CIP Машина для инерционного прессования холодного действия
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
Люди также спрашивают
- Почему для твердотельных аккумуляторов необходимы теплые изостатические прессы (WIP)? Достижение контакта на атомном уровне
- Каков процесс изостатического прессования? Достижение однородной плотности и сложных форм
- Что такое процесс изостатического прессования? Достижение однородной плотности для сложных деталей
- Для чего используется изостатический пресс? Достижение однородной плотности и устранение дефектов
- Почему использование изостатического пресса для зеленых тел LSGM приводит к снижению температуры спекания? Повышение плотности

















