По своей сути, искровое плазменное спекание (ИПС) — это передовая технология спекания, которая использует импульсный постоянный электрический ток и одноосное давление для консолидации порошков в плотное твердое тело. В отличие от традиционных печей, которые осуществляют внешний нагрев, ИПС пропускает ток непосредственно через графитовую форму и сам порошок, что обеспечивает невероятно быстрый нагрев и значительно сокращает время обработки: то, на что традиционным методам требуются часы, часто достигается за минуты.
Основное преимущество искрового плазменного спекания заключается в его способности одновременно сочетать электрическую, тепловую и механическую энергию. Эта синергия позволяет достигать уплотнения при более низких температурах и скоростях, что критически важно для получения передовых материалов с мелкозернистой микроструктурой и превосходными свойствами.

Основной механизм: как работает ИПС
Чтобы понять мощь ИПС, мы должны сначала рассмотреть его уникальную установку и метод подвода энергии, который отличает его от традиционного горячего прессования.
Физическая установка
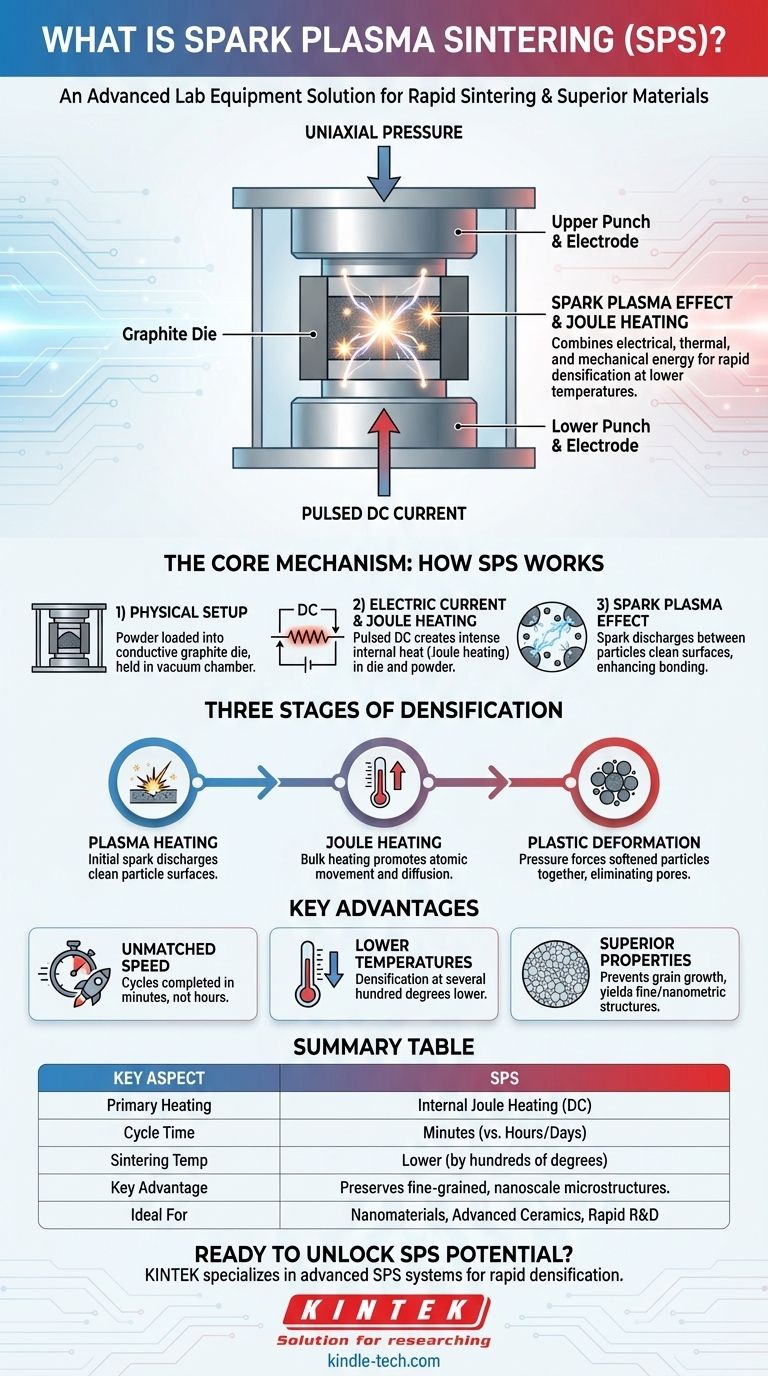
Процесс начинается с загрузки порошка в проводящую матрицу, которая почти всегда изготавливается из графита. Затем эта матрица помещается в установку ИПС между двумя противоположными пуансонами, которые также служат электродами. Вся сборка находится в вакуумной камере для предотвращения окисления.
Роль электрического тока
После создания контролируемой атмосферы и приложения одноосного давления подается мощный импульсный постоянный ток (DC). Этот ток проходит через пуансоны и графитовую матрицу. Если порошковый материал является проводящим, ток также проходит непосредственно через спрессованный порошок.
Быстрый джоулев нагрев
Основным механизмом нагрева является джоулев нагрев. Когда электрический ток проходит через резистивную графитовую матрицу и порошок, он генерирует интенсивное и равномерное тепло. Этот метод прямого внутреннего нагрева обеспечивает чрезвычайно быстрый подъем температуры, иногда до 1000°C в минуту.
Эффект «Искровой плазмы»
Название «Искровое плазменное спекание» происходит из теории о том, что импульсный ток создает локализованные искровые разряды в зазорах между отдельными частицами порошка. Считается, что эти искры генерируют временную плазму, которая очищает поверхности частиц путем испарения примесей и поверхностных оксидов. Это очищающее действие резко улучшает связь между частицами после их спрессовывания.
Три стадии уплотнения
Процесс ИПС достигает полной плотности через быструю последовательность событий, которую можно разбить на три перекрывающиеся стадии.
Стадия 1: Плазменный нагрев
В первые моменты искровые разряды между частицами создают локализованные горячие точки. Этот первоначальный выброс энергии очищает поверхности и подготавливает их к твердофазной диффузии и связыванию.
Стадия 2: Джоулев нагрев
По мере продолжения протекания тока доминирующим эффектом становится объемный джоулев нагрев. Весь спрессованный порошок быстро нагревается, способствуя атомному движению и диффузии через новоочищенные границы частиц.
Стадия 3: Пластическая деформация
При повышенной температуре материала и под постоянным механическим давлением происходит пластическая деформация. Размягченные частицы спрессовываются, устраняя оставшиеся поры и приводя к получению высокоплотного конечного изделия.
Понимание ключевых преимуществ
Уникальный механизм ИПС предоставляет ряд существенных преимуществ по сравнению с традиционными методами спекания, такими как горячее прессование.
Непревзойденная скорость
Самое поразительное преимущество — скорость. Благодаря прямому подводу энергии к материалу циклы ИПС завершаются за считанные минуты, в то время как традиционное печное спекание может занимать много часов или даже дней.
Более низкие температуры спекания
Поскольку поверхности частиц так эффективно активируются искровыми разрядами, уплотнение может происходить при температурах, на несколько сотен градусов ниже, чем требуется традиционными методами.
Превосходные свойства материала
Сочетание более низких температур и чрезвычайно короткого времени обработки эффективно предотвращает нежелательный рост зерен. Это позволяет получать материалы с исключительно мелкозернистой, часто нанометровой, микроструктурой, что, как правило, приводит к повышенной механической прочности и твердости.
Выбор правильного варианта для вашей цели
ИПС не является универсальной заменой для всех методов спекания, но это непревзойденный инструмент для специфических высокоэффективных применений.
- Если ваш основной фокус — быстрое открытие материалов: ИПС — идеальный выбор, поскольку короткое время цикла позволяет быстро итерировать и тестировать новые составы и сплавы.
- Если ваш основной фокус — сохранение наноструктур: ИПС превосходит почти любой другой метод, поскольку его низкий тепловой бюджет (сочетание более низкой температуры и меньшего времени) предотвращает укрупнение наноразмерных элементов.
- Если ваш основной фокус — уплотнение трудноспекаемых материалов: Интенсивная локализованная подача энергии при ИПС делает его высокоэффективным для уплотнения передовой керамики, композитов и тугоплавких металлов, которые сопротивляются традиционным методам.
В конечном счете, искровое плазменное спекание — это мощный производственный процесс, который позволяет создавать передовые материалы, которые ранее было трудно или невозможно получить.
Сводная таблица:
| Ключевой аспект | Искровое плазменное спекание (ИПС) |
|---|---|
| Основной нагрев | Внутренний джоулев нагрев (постоянный ток) |
| Время цикла | Минуты (по сравнению с часами/днями для традиционных методов) |
| Температура спекания | Ниже (на сотни градусов) |
| Ключевое преимущество | Сохранение мелкозернистых, наноразмерных микроструктур |
| Идеально подходит для | Наноматериалы, передовая керамика, композиты, быстрое НИОКР |
Готовы раскрыть потенциал искрового плазменного спекания в вашей лаборатории?
KINTEK специализируется на передовом лабораторном оборудовании, включая системы ИПС, чтобы помочь вам достичь быстрого уплотнения и превосходных свойств материалов. Независимо от того, разрабатываете ли вы новые наноматериалы, высокоэффективную керамику или сложные композиты, наш опыт и решения адаптированы для удовлетворения ваших конкретных лабораторных потребностей.
Свяжитесь с нами сегодня, чтобы обсудить, как ИПС может ускорить ваши исследования и разработки!
Визуальное руководство
Связанные товары
- Печь для искрового плазменного спекания SPS
- Печь для вакуумной термообработки и спекания с давлением воздуха 9 МПа
- Система оборудования для химического осаждения из газовой фазы CVD, скользящая трубчатая печь PECVD с жидкостным газификатором, установка PECVD
- Вакуумная печь для спекания зубной керамики
- Система реактора для осаждения алмазных пленок методом плазменного химического осаждения из газовой фазы в микроволновом поле (MPCVD) для лабораторий и выращивания алмазов
Люди также спрашивают
- Какое давление используется при спекании искровым плазменным методом? Руководство по оптимизации параметров SPS
- Каковы основы процесса спекания искровым плазменным методом? Откройте для себя быстрое высокоэффективное уплотнение материалов
- Почему печи для искрового плазменного спекания (SPS) или горячие прессы используются при приготовлении твердых электролитов Li3PS4?
- Какова разница между искровым плазменным спеканием и флэш-спеканием? Руководство по передовым методам спекания
- Каковы основы процесса искрового плазменного спекания? Достижение быстрой, высокоплотной консолидации материалов











